1. Inledning: Grundstenen för reproduktion
Från att duplicera en skulptörs mästerverk till att tillverka serier av unika smycken i harpuss, är möjligheten att perfekt replikera ett objekt ovärderlig. Vätskebaserad silikonkcauchu (LSR) för gjutformstillverkning är grunden i denna process. Det är ett mångsidigt, högpresterande material som förbinder en kreativ idé med en påtaglig, reproducerbar produkt.
Den här guiden presenterar dig för världen av flytande silikon, med särskild fokus på våra kärnprodukter: Platinum-Cure, Högtransparens och Tin-Cure-silikon, vilket gör att du kan välja det perfekta materialet för dina avbildningsbehov.
2. Vad är flytande silikonummiga?
I grunden är flytande silikonummiga (LSR) för formgjutning en syntetisk polymer som huvudsakligen består av silikon – ett material som härleds från silicium, ett grundämne som finns i sand. Dess flytande tillstånd innan härdning gör att den kan fånga ytinformation på mikroskopisk nivå, medan dess behärdade tillstånd ger den flexibilitet och styrka som krävs för upprepade avformningar.
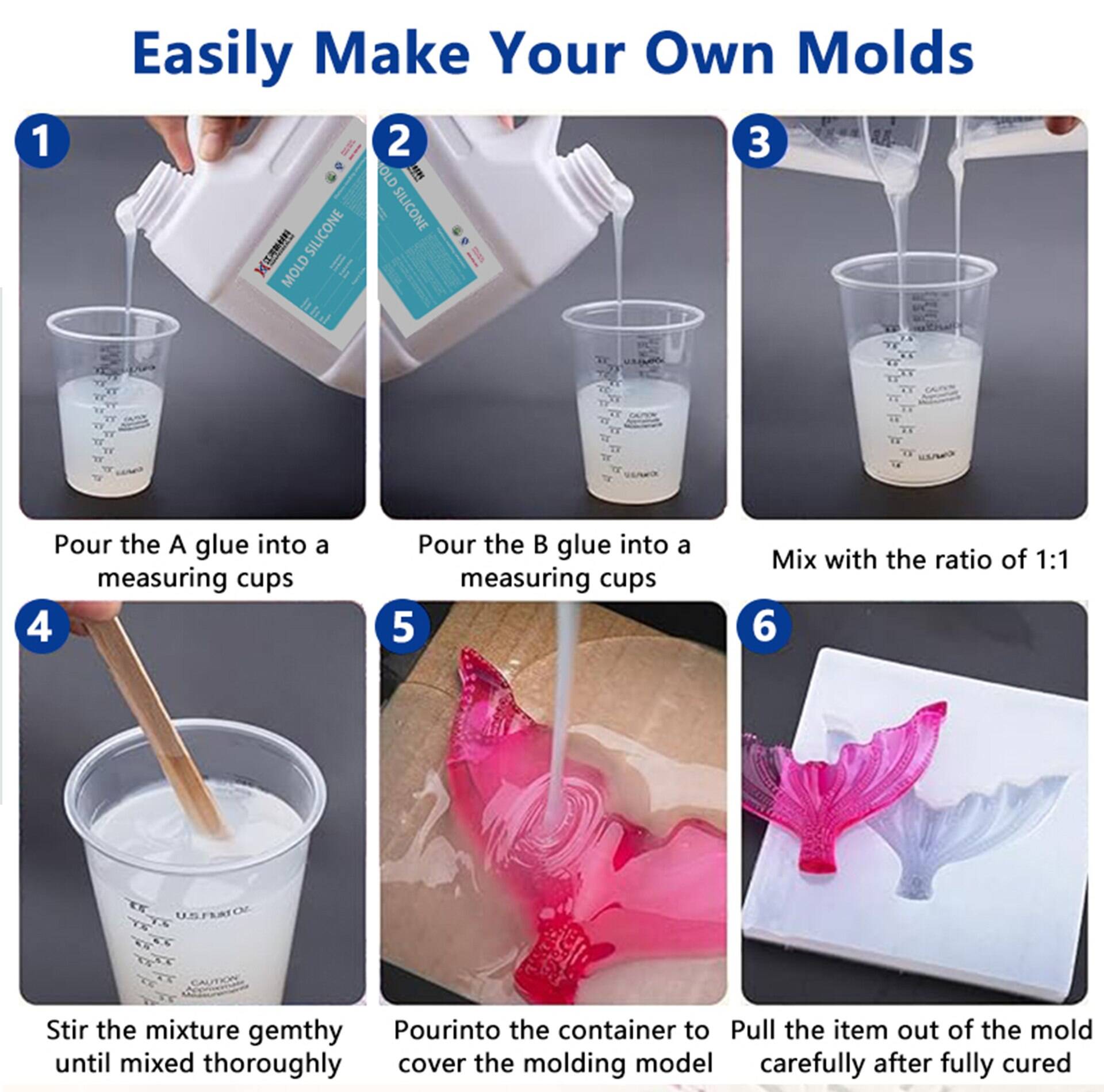
Tvåkomponentsystemet (A- och B-komponenter)
Till skillnad från många andra gummir är flytande silikongummi (LSR) uppdelat i två delar: Bas (del A) och härdningsmedel (del B). Härdningsprocessen, som kallas additionshärdning, initieras när dessa två delar blandas i exakt 1:1-förhållande vikt- eller volymmässigt. Denna reaktion, som underlättas av en platinkatalysator, skapar korslänkningar mellan polymerkedjor utan att bilda några biprodukter, vilket resulterar i ett stabilt, icke-krympt och lågdoftande material.

3.Platinkänning vs. Tennhärdning Silikon: Professionell urvalsguide
Platinkänning vs. Tennhärdning: Välj rätt katalysator för din form.
Den viktigaste skillnaden inom flytande silikongummi är härdningssystemet: Platinkänning eller Tennhärdning (kondensationshärdning). Ditt val påverkar formens kvalitet, prestanda och lämplighet för tillämpningen i hög grad.
Jämförelsetabell: Platinkänning vs. Tennhärdningssilikon
| Funktion | Platinkänningssilikon | Tennhärdningssilikon |
| Härdningsmekanism | Additionsreaktion, inga biprodukter | Kondensationsreaktion, frigör alkohol |
| Krympning | Exceptionellt låg (< 0,1 %), med exceptionell dimensionsnoggrannhet | Märkbar (0,3 % – 0,8 %), påverkar precisionen |
| Töjningsstyrka och hållbarhet | Mycket hög, lång verktygslivslängd (100+ avcastningar) | Måttlig, kan bli spröd, kortare livslängd |
| Värmebeständighet | Bättre, vanligtvis 250°C | Allmän, vanligtvis <160 °C |
| Inhibitionsproblem | Känslig för svavel, tenn och andra inhibitorer | Mycket resistenta mot hämning |
| Mattrygghet och certifieringar | Lätt att certifiera enligt FDA, LFGB | Svårt att certifiera; lämpligt inte för direkt kontakt med mat. |
| Lukt | Virtuellt luktet | Märkbar vinäger- eller alkohollukt |
| Kosta | Högre | Mer ekonomiskt |
| Bäst för | Högupplösta mönster, produktionsserier, matlagringssäkra tillämpningar, maximal dimensionell noggrannhet | Enstaka hantverk, prototyper till låg kostnad, användning med material benägna att hämmas (t.ex. vissa leror, trä) |
4. Varför välja vår flytande silikon till dina formskapanden?
Vår LSR är konstruerad för att erbjuda en perfekt balans av egenskaper som är väsentliga för tillverkning av högkvalitativa, slitstarka former.

5. Nyckeltekniska parametrar förklarade
Att förstå dessa specifikationer hjälper dig att välja rätt LSR för ditt projekt.
| Parameter | Beskrivning | Betydelse för formtillverkning |
| Viskositet | Flytigheten hos den blandade vätskan. | Låg viskositet (t.ex. 3 000–10 000 mPa·s) är avgörande för att fånga fina detaljer och undvika luftbubblor. |
| Potliv | Tid som finns tillgänglig att arbeta med den blandade silikonen innan den blir för tjock för att hällas. | En längre användbarstid (t.ex. 30–60 minuter) är fördelaktig för stora eller komplexa formar. |
| Cure Time | Tid som krävs för att silikonen ska fullständigt stelna vid rumstemperatur. | En balans behövs mellan en hanterbar användbarstid och en rimlig avformningstid (t.ex. 4–8 timmar). |
| Hårdhet vid land | Mäter den härade gummiets flexibilitet (till exempel är Shore A 20 mycket mjukt, Shore A 40 är fast). | Mjukare (Shore A 10–20) för komplexa underkast. Fastare (Shore A 25–40) för plana ytor och hållbarhet. |
| Tårstyrka | Motstånd mot rivning när en skärning har inletts. | Hög rejsstyrka är avgörande för formens livslängd, särskilt med fina originalmodeller. |
6. Hur väljer du rätt silikon för din process?
Välj platinasilikon. Dess låga krympning och hållbarhet är oöverträffade.
Välj vår högtransparenta platinasilikon. Den erbjuder alla fördelar med platinkuring samt optisk klarhet.
Välj tinnkurerad silikon. Den ger en pålitlig och kostnadseffektiv lösning.
7. Typer av flytande kisel för formgjutning
Platinkänningssilikon : Premiumvalet för professionella. Lämplig för gjutformar för metallhantverk, legerade bilkomponenter, epoxihart, polyesterharts, polystyren, vinylplaster, paraffinvax, stora cementdelar, konstgjord sten, betong, högprecisionsprototyper samt livsmedelsanvändningar och tillverkning av varaktiga produktionsformar.
Hög Transparens Platinkisel :En undergrupp av platinkisel med exceptionell optisk transparens. Perfekt för att skapa "osynliga" former för inbäddade objekt eller när du behöver se gjutmaterialet perfekt.
Tennhärdningssilikon :Den ekonomiska och mångsidiga arbetshesten. Lämplig för formgjutning av gips, GRC, cement, harts, konstgjord sten, ljus, statyer, Buddha-statyer, juldekorationer, figurer, räcken, tak, baser, fontäner, handgjorda tvål, etc., samt vid arbete med material som kan hämma platinakurering.
8. Steg-för-steg formgjutning
9. Felsökning av vanliga problem
(1) Felaktig blandningsgrad
För att :Om man inte strikt följer vikt- eller volymförhållandet mellan del A och del B. Även en liten avvikelse kan förhindra fullständig härdning.
Fäst :Använd alltid en digital våg för exakt vikttagning. Undvik att uppskatta volymer med mätglas. Dubbelkolla blandningsförhållandet i produktens tekniska datablad (TDS).
(2) Otillräcklig eller ojämn blandning
För att : Del A och del B har inte blandats ordentligt och jämnt, vilket förhindrar att katalysatorn startar reaktionen i hela systemet.
Fäst :Skrapa sidor och botten på blandningskärlet och blanda i fulla 3–5 minuter tills färg och konsistens är helt homogena utan veck.
(3) Katalysatorförgiftning (hämning)
Detta är den vanligaste orsaken till härdningsfel för platinasilikon.
För att :Platinkatalysatorn blir "förgiftad" och inaktiverad vid kontakt med vissa ämnen, t.ex. svavel, tenn, aminer. Vanliga källor: vissa modelleringsleror, latexhandskar, tennhärdande siliconer, vissa träslag, färger/tätmedel.
Fäst :
(4) För låg temperatur
För att :Kemiska reaktionshastigheter minskar avsevärt vid lägre temperaturer. Kalla miljöer kan i praktiken stoppa härdningsprocessen helt.
Fäst : Se till att arbets- och härdningsmiljön ligger på 20 °C – 25 °C (68 °F – 77 °F). I kallt väder, förvärma silikondelarna (i slutna behållare) eller använd ett uppvärmningsskåp.
(5) Gammalt eller utgånget material
För att : Silikon (särskilt härdmedlet Part B) har en begränsad hållbarhet. Produkter som är utgångna eller utsatta för extrema temperaturer/fuktighet kan försämras.
Fäst :Kontrollera tillverkningsdatum och hållbarhet på förpackningen. Förvara silikonen svalt, torrt och mörkt. Använd FIFO-principen (först in, först ut) för lagerhantering.
(6)Användning av felaktigt härdmedel
För att :Använda Part B från en annan varumärkes- eller typ, eller kombinera A och B komponenter felaktigt.
Fäst :Blanda aldrig ihop Part A och Part B från olika varumärken eller partier. Även inom samma varumärke måste du se till att använda det ursprungligen matchade härdmedlet.
(7)Fuktförorening
För att :Fukthärdande (tin-)silikoner är känsliga för fukt. Vatten i blandbehållare eller på verktyg, eller hög luftfuktighet, kan störa härdningsprocessen.
Fäst :Se till att alla verktyg och behållare är helt torra. Var extra försiktig i miljöer med hög luftfuktighet.
(8)Otillräcklig hantering av användbar tid (pot life)
För att : Hälla efter att silikonen redan börjat tjockna och närma sig sin gel-tillstånd, vilket förhindrar att den jämnar ut sig och kan leda till ofullständig härdbildning.
Fäst :Känn till din produkts arbetstid. Förbered allt i förväg så att blandning och hällning kan slutföras inom denna tid.
(9)Massverkan (Hantering av exotermi)
För att :När en mycket stor mängd blandas på en gång kan värmen från härdringsreaktionen inte avges tillräckligt snabbt, vilket orsakar en snabb intern temperaturhöjning. Detta kan leda till brännskador, sprickor, bubblor och härdningsproblem.
Fäst :För stora formar rekommenderas gjutning i lager. Häll inte för tjocka lager; låt föregående lager slutföra sin exoterm innan nästa lager hälls.
(10)Dålig kvalitet eller falska produkter
För att : Användning av silikon från okända källor, med instabil sammansättning eller falska produkter.
Fäst : Köp dina material från en etablerad, professionell tillverkare (som oss). Konsekvent kvalitet är grunden för framgång.
10. Tillämpningar
Härdfyllning & Konst : Skapande av skräddarsydda smycken, figurer och dekorativa föremål.
Prototypframställning och modelltillverkning :Tillverkning av små serier med funktionella delar för testning och presentation.
Kulinariska konster : Tillverkning av skräddarsydda former för choklad, godis och isbitar.
Kosmetika och såptillverkning: Skapande av unika former för såper, ljus och badbomber.

11. Slutsats: Din partner i skapandet
Flytande silikon är den outfattade hjälten bakom otaliga skapelser. Dess förmåga att perfekt fånga detaljer och tåla upprepade användningar gör den till ett oersättligt verktyg för alla som tar replikering och tillverkning på allvar.
Samarbeta med oss för:
Konsekvent högkvalitativ LSR med verifierade tekniska specifikationer.
Expertstöd inom teknisk support för dina specifika formtillverkningsutmaningar.
Anpassade formuleringsmöjligheter för unika applikationskrav (OEM/ODM).
Börja din resa inom formtillverkning idag!
Köp vår flytande silikongummi för gjutformar
Ladda ner vår omfattande guide för formtillverkning (PDF)
Få ett anpassat OEM-formuleringsförslag
 Senaste nyheterna
Senaste nyheterna2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology erbjuder toppklassig Epoxy AB-lim, PU-hars, UV-hars och flytande silikonummiga. Med ISO-certifierad produktion, globala certifikat och anpassade lösningar, tillhandahåller vi tillverkare och Amazon-säljare världen över.
Rum 1008, Byggnad 1, Cofco Yunjing, Martin Street, Heshui Kou Community, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Alla rättigheter förbehållna. Integritetspolicy






