1. Inledning: Varför är min UV-harle Ännu klibbig?
den klibbiga, kladdiga känslan på din UV-resin är inte bara frustrerande – det är ett tydligt tecken på att den fotokemiska härdningsprocessen har misslyckats. För B2B-användare inom elektronikinkapsling, dekorativa beläggningar och tillverkning av tillbehör leder detta vanliga problem till spill, omarbetning och leveransförseningar.
Denna guide besvarar direkt den fråga vi får oftast: "Varför härdnar det inte ordentligt?" Vi har strukturerat den kring de fyra vanligaste grundorsakerna och erbjuder tydliga diagnostiska metoder samt industriella lösningar för att få igång er produktion igen.
2. De fyra grundorsakerna till ofullständig härdning och hur man åtgärdar dem
Här är de fyra främsta orsakerna till att din UV-resin förblir klibbig eller inte härdnar, baserat på verkliga produktionsscenarier.
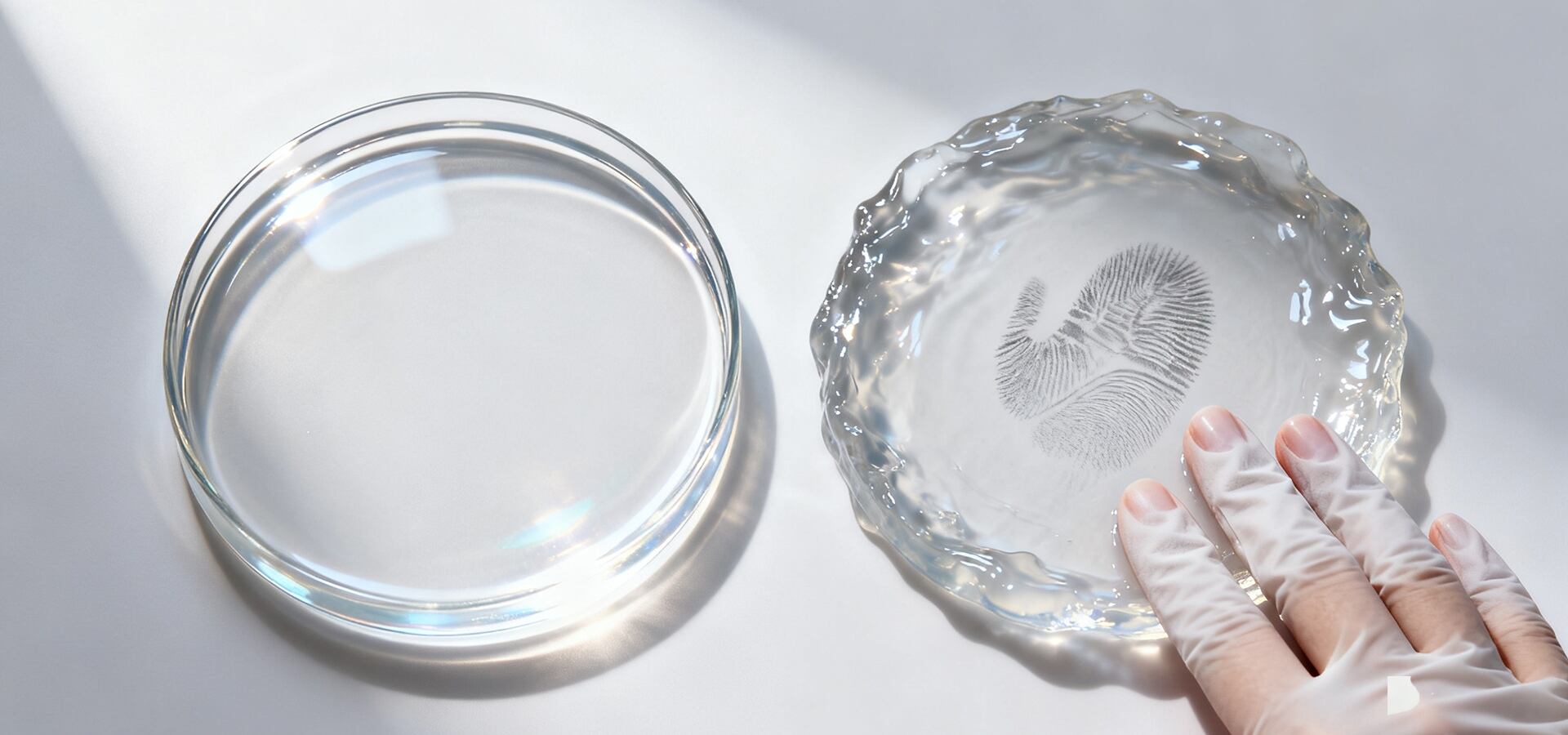
Grundorsak 1: Otillräcklig eller felaktig UV-belysningsutsättning
Problemet :UV-harv härdas genom en fotokemisk reaktion. Om ljusintensiteten är för låg, våglängden är felaktig eller exponeringstiden är för kort kan reaktionen inte slutföras, vilket lämnar en klibbig yta.
Lösningen :
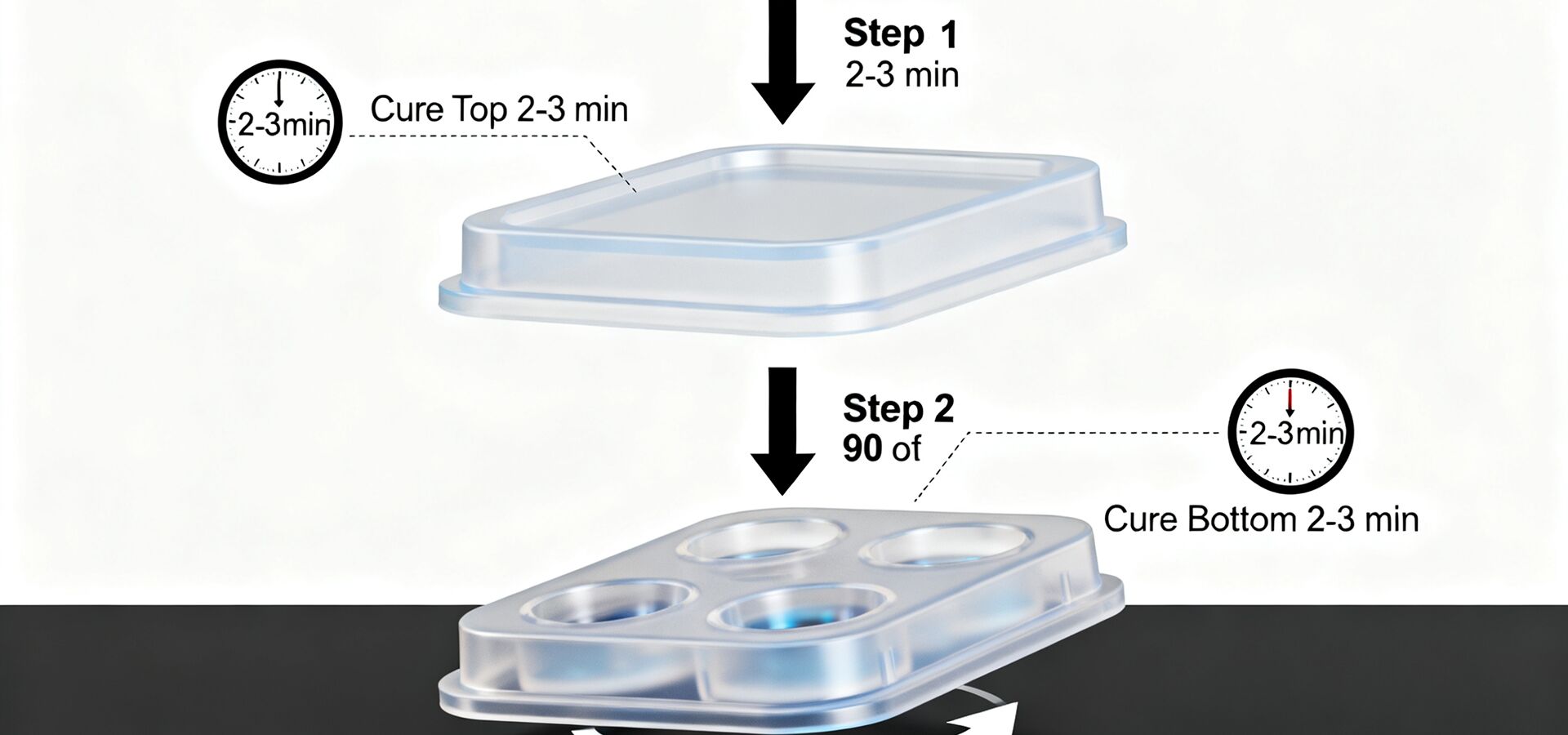
Rotorsak 2: Formen blockerar ljuset
Problemet :UV-harv är inte en djupgjutningshär. Om det används i stora, djupa eller ogenomskinliga former når inte UV-ljuset alla delar av hårven, vilket resulterar i en hård yta men flytande eller mjuk botten.
Lösningen :

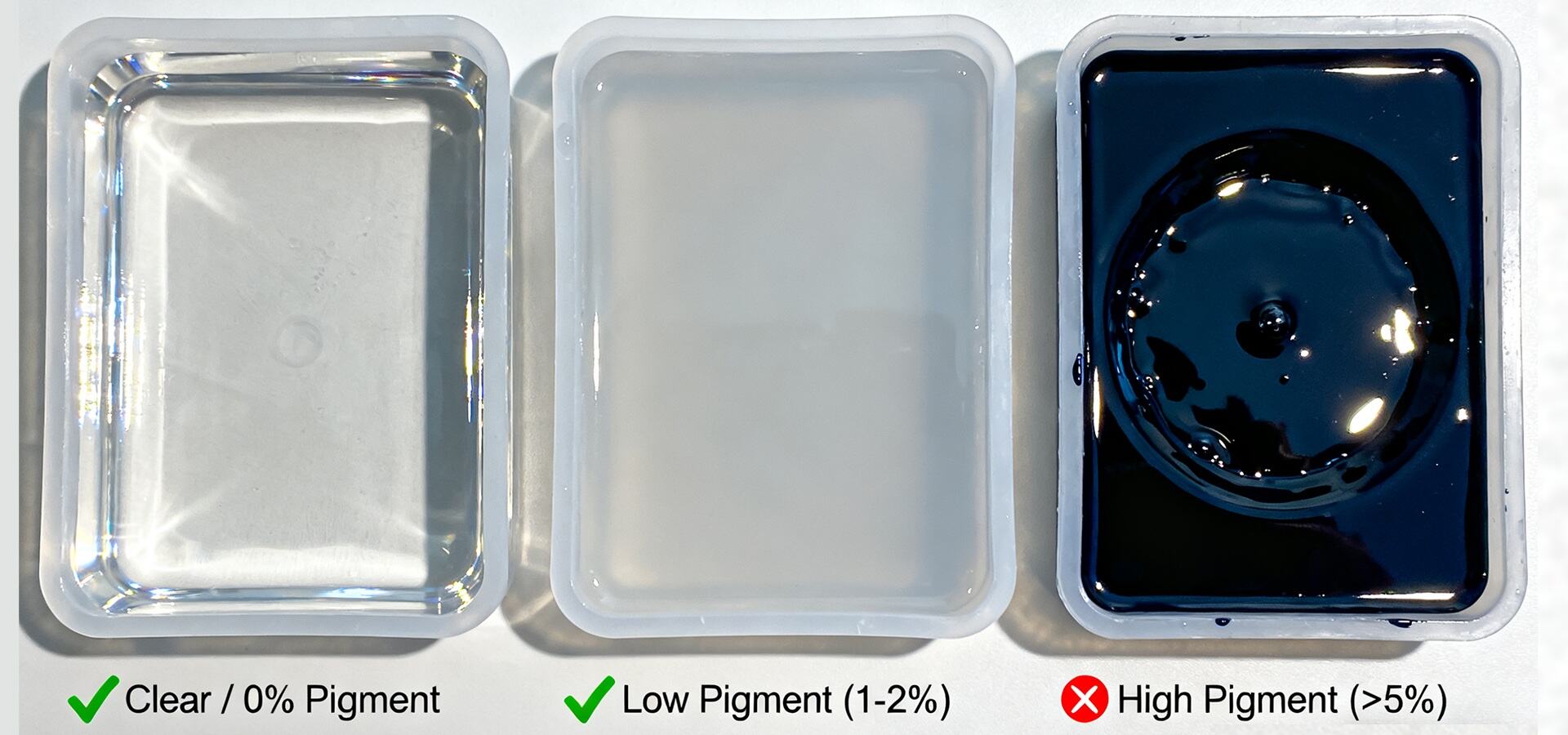
Rotorsak 3: Pigment och tillsatser blockerar ljuset
Problemet :Att tillsätta för mycket pigment, glitter eller mika-pulver fungerar som ett solskydd och hindrar UV-ljus från att tränga igenom hartsen. Ogenomskinliga färger (särskilt svart, vitt och metalliska) är de största skyldiga.
Lösningen :
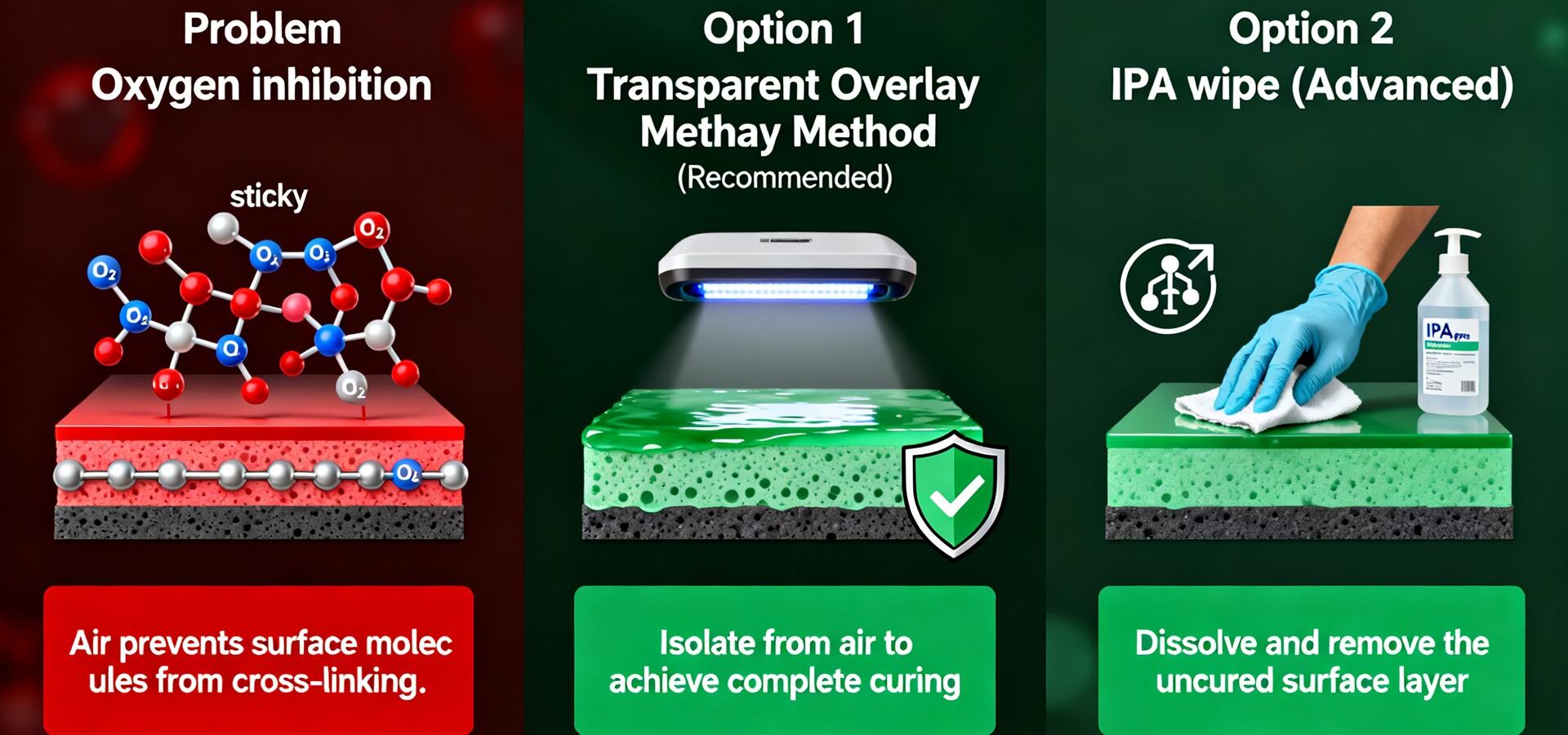
Rotorsak 4: Återhämtningsförfarandet för en klibbig yta
Problemet: Ytan är klibbig, men underliggande harts verkar fast. Detta beror ofta på syrehämning, ett vanligt fenomen där ytens molekyler inte kan korsbindas ordentligt i luft.
Lösningen:
3. Proaktiv förebyggande: Din kontrolllista före härdning
Innan du påbörjar ditt nästa projekt, gå igenom denna checklista för att förhindra problem innan de uppstår.
Att lösa problem med klibbig UV-harva handlar inte om magiska trick; det handlar om att systematiskt eliminera dessa fyra vanliga felkällor. Genom att förstå vetenskapen bakom härningen—ljus, mögel, pigment och teknik—kan du förvandla UV-harva från en källa till frustration till ditt mest pålitliga verktyg för snabb och högkvalitativ produktion.
Har du fortfarande härningsproblem? Det kan bero på din harva.
Inkonsekvent hartsformulering är en dold orsak till härdningsfel. Som källfabrik garanterar vi konsekvens mellan olika partier och erbjuder OEM-anpassning för att perfekt matcha dina specifika lampor, pigment och processkrav.
Uppnå perfekt härdning, varje gång.
Ladda ner guiden för felsökning av UV-härdning (PDF)
Begär ett gratis prov av vårt UV-harts med hög reaktivitet
Kontakta oss för OEM/ODM-formulering för att lösa dina specifika produktionsutmaningar
 Senaste nyheterna
Senaste nyheterna2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology erbjuder toppklassig Epoxy AB-lim, PU-hars, UV-hars och flytande silikonummiga. Med ISO-certifierad produktion, globala certifikat och anpassade lösningar, tillhandahåller vi tillverkare och Amazon-säljare världen över.
Rum 1008, Byggnad 1, Cofco Yunjing, Martin Street, Heshui Kou Community, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Alla rättigheter förbehållna. Integritetspolicy






