Un manual detallado y orientado a la industria para medir, mezclar, controlar el curado y solucionar problemas con precisión, adecuado para aficionados, artesanos y fabricantes industriales.

1. Introducción
Mezclar correctamente la resina epoxi es el paso más importante para obtener resultados cristalinos, duraderos y libres de burbujas, ya sea que esté fabricando joyas, vertiendo una mesa de río, recubriendo un piso o sellando electrónicos. La proporción incorrecta de mezcla y el curado inadecuado son las principales causas de superficies pegajosas, zonas blandas, amarilleo, grietas o curado incompleto.
Esta guía le ofrece un desglose completo, fácil de entender para principiantes pero profesional, de las proporciones de mezcla, herramientas, métodos, condiciones de curado, solución de problemas y consejos prácticos de aplicaciones industriales.
2. Parte 1: Dominar la Proporción de Mezcla de Epoxi
2.1 La Química Detrás de la Proporción
La proporción de mezcla es la cantidad precisa de resina (Parte A) y endurecedor (Parte B) necesaria para una reacción química completa (polimerización). Si la proporción no es correcta, quedan moléculas sin reaccionar, lo que provoca un producto final blando, pegajoso o débil que nunca se cura completamente.
2.2 Peso vs. Volumen: Una Distinción Crítica
La causa más común de errores en la mezcla es confundir peso con volumen. Las mediciones por volumen son más sencillas para pequeñas tandas de aficionados (1:1, 2:1 por volumen), pero son susceptibles a los efectos del menisco, aire atrapado y diferencias de viscosidad. Los sistemas industriales y de alto rendimiento suelen especificar proporciones por peso (por ejemplo, 100:30 por peso) para garantizar repetibilidad y precisión.
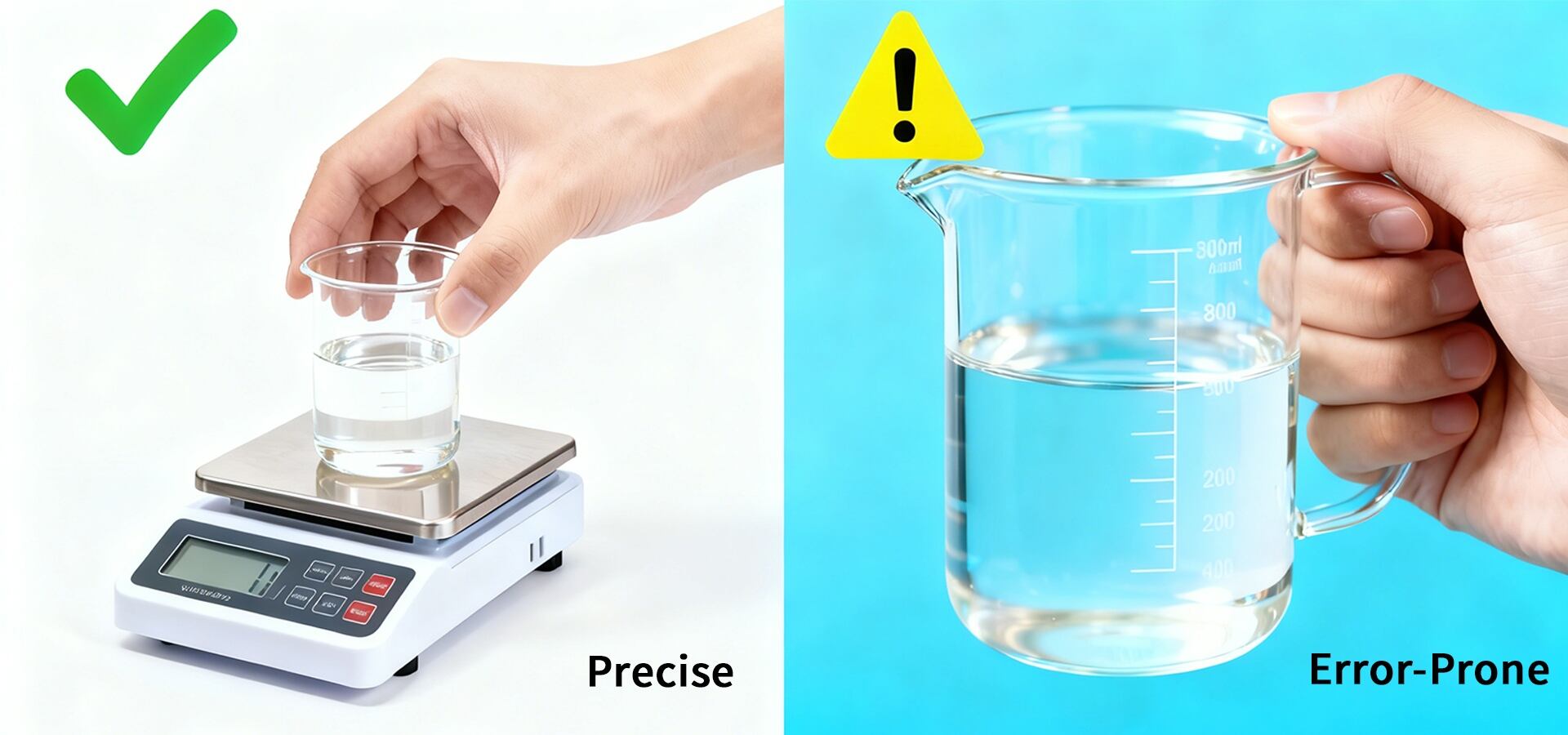
| Método | Ventajas | Desventajas | Mejor para |
| Por Peso | Alta precisión, inmune a las burbujas de aire. | Requiere una báscula digital. | Uso industrial, lotes grandes, aplicaciones críticas. |
| Por volumen | Conveniente, utiliza tazas graduadas. | Inexacto debido a burbujas, menisco y viscosidad. | Artesanías pequeñas, aplicaciones no críticas. |
3. Procedimiento de Mezclado Paso a Paso
Siga estos pasos para obtener resultados confiables. Muchos fallos se originan por omitir uno de los pasos básicos que se indican a continuación.
Verifique siempre la hoja técnica del fabricante (TDS) para conocer la proporción exacta, la vida útil en tina, las temperaturas recomendadas y las notas de seguridad.
Utilice una balanza digital calibrada para las proporciones de peso, taree el recipiente y agregue los componentes con exactitud. Para las proporciones por volumen, use tazas graduadas idénticas y asegúrese de que la medición esté nivelada.
Vierta la Parte B en la Parte A lentamente. Verter rápido o salpicar atrapa aire.
Mezcle lenta y sistemáticamente durante el tiempo recomendado (normalmente 2–5 minutos para sistemas de hobby; los sistemas industriales pueden requerir mezcla mecánica). Raspe frecuentemente los lados y el fondo para incorporar todo el material.
Deje reposar la mezcla durante 1–3 minutos para permitir que las microburbujas suban. Use una cámara de vacío cuando sea posible, especialmente para trabajos ópticos o encapsulados.
Para vertidos profundos, vierta en capas (por ejemplo, 5–10 mm por capa) y permita un enfriamiento parcial entre cada vertido para controlar el calor exotérmico.

4. Parte 2: Desmitificando el proceso de curado del epoxi
4.1 Etapas de curado y definiciones
Un curado típico del epoxi avanza a través de varias etapas:
4.2 Temperatura: El factor dominante
La temperatura controla la cinética de la reacción. Las condiciones más cálidas aceleran el curado (vida útil más corta, gelificación más rápida), mientras que las condiciones frías ralentizan o incluso impiden un curado completo. La mayoría de los epoxis de uso general funcionan mejor a 20–25 °C (68–77 °F). Para procesos industriales controlados, mantenga la estabilidad térmica y supervise el exotermico con un termómetro infrarrojo. 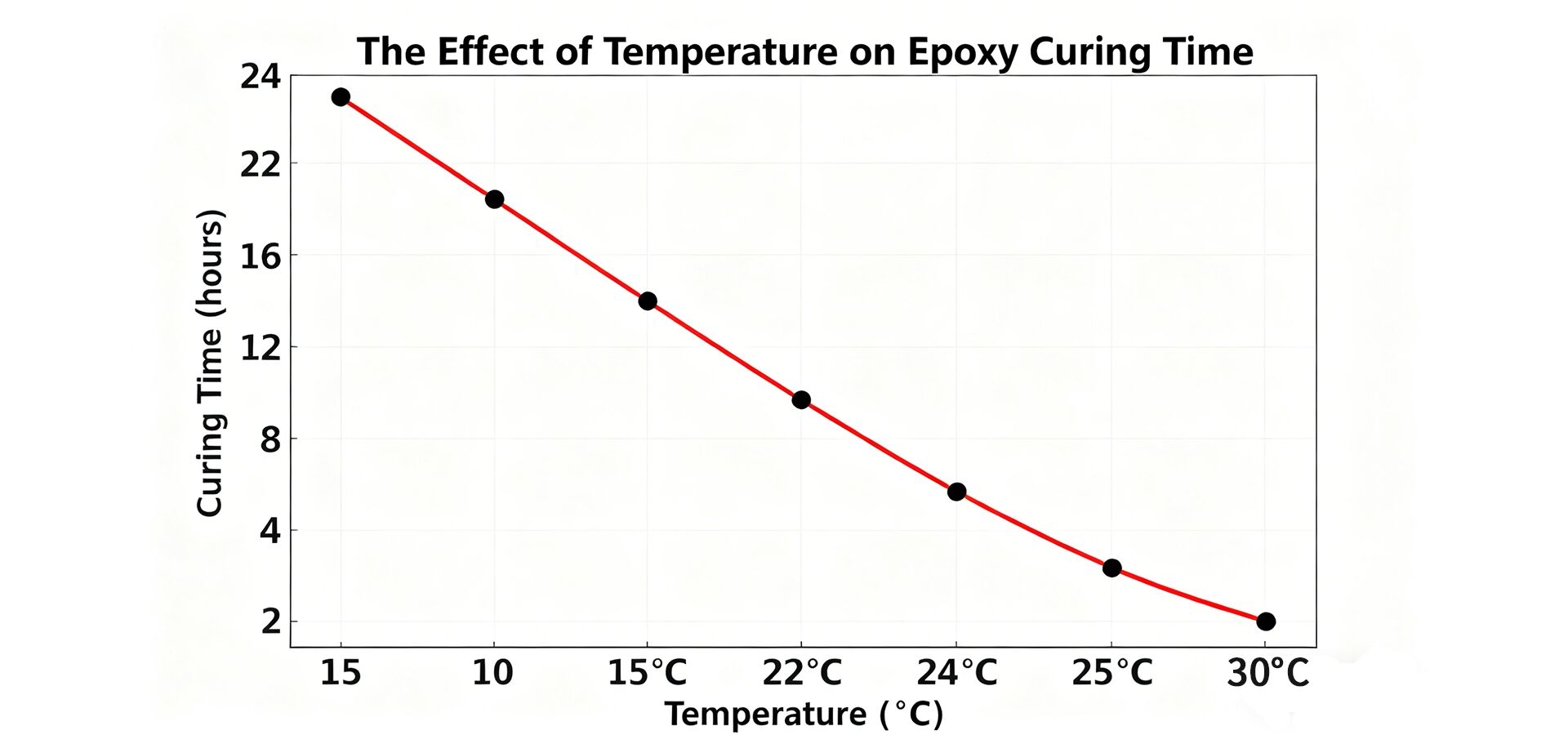
4.3 Gestión del calor exotérmico
El calor exotérmico es el calor generado por la polimerización. En volúmenes grandes, la acumulación de calor puede provocar picos rápidos de temperatura, amarilleo, grietas o ebullición. Utilice formulaciones de vertido profundo de curado lento, realice capas sucesivas y evite encapsular grandes volúmenes sin ventilación.
5. Problemas comunes durante la mezcla y el curado, y sus soluciones
Expectativas representativas de curado (sujeto a la hoja técnica y condiciones):
| Sistema | Vida potencial | Curado inicial (sin tacto pegajoso) | Curado completo |
| Resina epoxi para manualidades / arte | 30–120 min | 6–12 horas | 48–72 horas |
| Vertido profundo (lento) | 2–8 horas | 12–24 horas | 3–7 días |
| Encapsulado industrial | 10–60 min | 2–8 horas | 24–72 horas |
| Adhesivos de curado rápido | 5–60 min | 0,5–2 horas | 12–24 horas |
Nota: Las propiedades mecánicas completas pueden desarrollarse con el tiempo; siga las recomendaciones del fabricante sobre el postcurado (algunos sistemas requieren un postcalentamiento a 60 °C para alcanzar las propiedades finales).
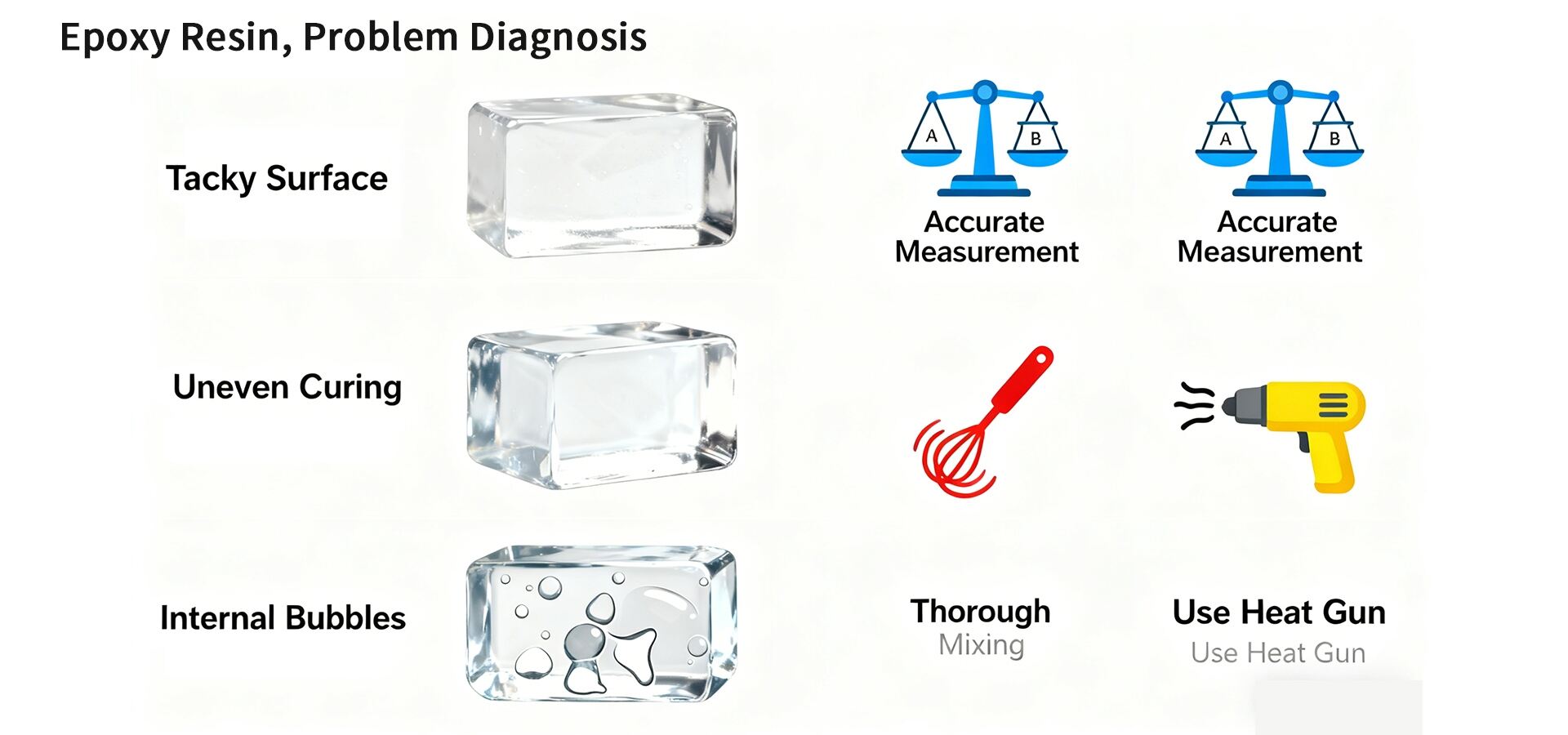
6. Solución de problemas — Problemas comunes y soluciones
Causa: Relación incorrecta, mezcla insuficiente, baja temperatura. Solución: Elimine la capa pegajosa y vuelva a aplicar tras asegurar la proporción correcta de mezcla; en caso de problemas extensos de pegajosidad, considere lijar y volver a recubrir.
Causa: Mezcla localizada incorrecta o contaminación. Solución: Recorte el área afectada, limpie y reaplique una mezcla de epoxi correctamente proporcionada.
Causa: Mezclado rápido, alta humedad, moldes contaminados. Solución: Caliente los materiales a la temperatura de trabajo, mézclelos suavemente y use pistola térmica, desgasificación al vacío o colada a presión para piezas críticas.
Causa: exposición a UV, envejecimiento, estabilizantes deficientes. Solución: usar resina estable a la UV o una capa superior con bloqueador UV; especificar formulaciones que contengan HALS para servicio al aire libre.
7. Consejos Industriales Avanzados y Controles de Producción
Estas técnicas de grado industrial son la experiencia fundamental que hemos acumulado y validado como fabricante proveedor mediante colaboraciones con numerosos clientes OEM/ODM. No solo suministramos resinas, sino que también ofrecemos soluciones optimizadas para todo su proceso.
8. Conclusión: La precisión conduce al rendimiento
Dominar la proporción de mezcla del epoxi y el proceso de curado es la base de cualquier proyecto exitoso. Al tratarlo con la precisión científica que requiere, se desbloquea todo el potencial de este material increíble, garantizando durabilidad, belleza y fiabilidad.
¿Necesita orientación específica? Estamos aquí para ayudarle.
Como un fábrica de origen con amplia experiencia técnica, no solo ofrecemos resina, sino soluciones. Nuestro equipo de soporte técnico puede ayudarle a seleccionar el producto adecuado y optimizar su proceso para su aplicación específica.
Descargue las hojas técnicas de nuestros productos
Explore nuestra gama completa de resinas epoxi
Contactar con nuestro equipo de soporte técnico
 Noticias de actualidad
Noticias de actualidad2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology ofrece adhesivo epoxi AB, resina PU, resina UV y caucho de silicona líquida de alta calidad. Con producción certificada por ISO, certificaciones internacionales y soluciones personalizables, atendemos a fabricantes y vendedores de Amazon en todo el mundo.
Habitación 1008, Edificio 1, Cofco Yunjing, Calle Martin, Comunidad Heshui Kou, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Todos los derechos reservados. Política de privacidad






