Isang detalyadong, nakatuon-sa-industriya na gabay para sa tamang pagsukat, paghalo, kontrol sa pagpapatigas at paglutas ng problema — angkop para sa mga mahilig, artisano, at mga tagagawa sa industriya.

1. Panimula
Ang tamang paghahalo ng epoxy resin ay ang pinakamahalagang hakbang upang makamit ang malinaw, matibay, at walang butas na resulta—manipis man ito sa alahas, paggawa ng river table, pagpapatong sa sahig, o pag-sealing sa mga elektronik. Ang maling ratio sa paghahalo at hindi tamang pagpapatigas ang pangunahing dahilan ng mga sticky na ibabaw, malambot na bahagi, pagkakulay-kahel, pangingitngit, o hindi kumpletong pagpapatigas.
Ang gabay na ito ay nagbibigay sa iyo ng kompletong, madaling unawain ng mga nagsisimula ngunit propesyonal na paliwanag tungkol sa mga ratio ng paghahalo, mga kagamitan, pamamaraan, kondisyon ng pagpapatigas, paglutas ng problema, at mga praktikal na tip mula sa mga industriyal na aplikasyon.
2. Bahagi 1: Pagmamaster sa Ratio ng Paghahalo ng Epoxy
2.1 Ang Kimika Sa Likod ng Ratio
Ang ratio ng paghahalo ay ang tiyak na dami ng resin (Part A) at hardener (Part B) na kinakailangan para sa isang kumpletong reaksiyon (polimerisasyon). Kung hindi tama ang ratio, mananatiling hindi nag-react ang ilang molekula, na nagdudulot ng malambot, pandikit, o mahinang huling produkto na hindi kailanman ganap na napapatigas.
2.2 Timbang vs. Dami: Isang Mahalagang Pagkakaiba
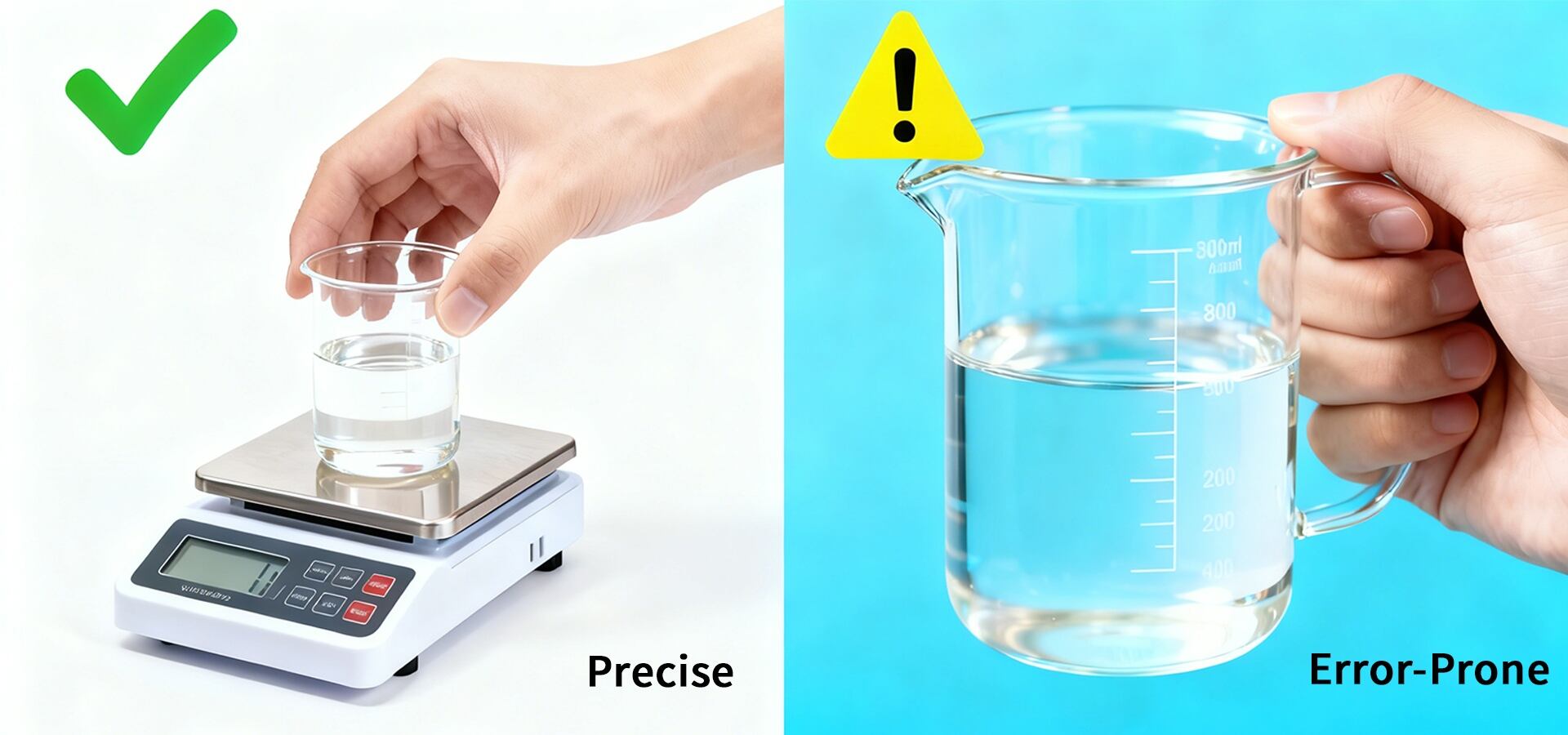
Ang pinakakaraniwang sanhi ng pagkakamali sa paghahalo ay ang pagkalito sa pagitan ng timbang at dami. Mas madali ang paggamit ng sukat na volume para sa maliliit na batch (1:1, 2:1 ayon sa dami), ngunit ito ay sensitibo sa epekto ng meniscus, nahuhuling hangin, at pagkakaiba-iba ng viscosity. Karaniwang tinutukoy ng mga industriyal at mataas na performans na sistema ang ratio batay sa timbang (hal., 100:30 ayon sa timbang) para sa mas tiyak at paulit-ulit na resulta.
| Paraan | Mga Bentahe | Mga Di-Bentahe | Pinakamahusay para sa |
| Ay Ayon sa Timbang | Mataas na katumpakan, hindi maapektuhan ng mga bula ng hangin. | Nangangailangan ng digital na timbangan. | Pang-industriya, malalaking batch, mahahalagang aplikasyon. |
| Ayos sa Dami | Maginhawa, gumagamit ng mga nakasukat na tasa. | Hindi tumpak dahil sa mga bula, meniscus, at viscosity. | Maliit na gawaing kamay, hindi kritikal na aplikasyon. |
3. Hakbang-hakbang na Pamamaraan sa Paghalo
Sundin ang mga hakbang na ito para sa maaasahang resulta. Maraming pagkabigo ang nagmumula sa pag-skip sa isa sa mga pangunahing hakbang sa ibaba.
Tiyaking suriin ang Technical Data Sheet (TDS) ng tagagawa para sa eksaktong ratio, pot life, inirerekomendang temperatura, at mga paalala sa kaligtasan.
Gamitin ang nakakalibrang digital na timbangan para sa tamang ratio ng timbang, i-tare ang lalagyan, at idagdag nang maingat ang mga sangkap. Para sa ratio ng dami, gamitin ang magkatulad na gradwadong tasa at tiyaking nasa antas ang pagkuha ng sukat.
Ibuhos ang Bahagi B sa Bahagi A nang mabagal. Ang mabilis o masiglang pagbuhos ay nakakapit ng hangin.
Haluin nang mabagal at sistematiko sa inirekumendang oras (karaniwan ay 2–5 minuto para sa mga hobby system; ang mga industrial system ay maaaring nangangailangan ng mekanikal na paghahalo). Palaging i-scrape ang mga gilid at ilalim upang maisama ang lahat ng materyales.
Hayaang magpahinga ang halo sa loob ng 1–3 minuto upang ang mikroskopikong bula ay makalabas. Gamitin ang vacuum chamber para sa optical o potting na gawain kung maaari.
Para sa malalim na pagbuhos, ibuhos nang pa-layer (halimbawa, 5–10 mm bawat layer) at hayaang bahagyang lumamig sa pagitan ng bawat pagbuhos upang kontrolin ang exotherm.

4. Bahagi 2: Pagpapaliwanag sa Proseso ng Pagkakalat ng Epoxy
4.1 Mga Yugto at Kahulugan ng Pagkakalat
Ang karaniwang pagkakalat ng epoxy ay dumaan sa ilang yugto:
4.2 Temperatura: Ang Pangunahing Salik
Ang temperatura ang namamahala sa bilis ng reaksyon. Ang mas mainit na kondisyon ay nagpapabilis sa pagkakalat (mas maikling pot life, mas mabilis na gel), habang ang mas malamig na kondisyon ay nagpapabagal o maaaring huminto sa kumpletong pagkakalat. Karamihan sa mga pangkalahatang uri ng epoxy ay gumagana nang maayos sa 20–25°C (68–77°F). Para sa kontroladong industriyal na proseso, panatilihing matatag ang temperatura at bantayan ang exotherm gamit ang IR thermometer. 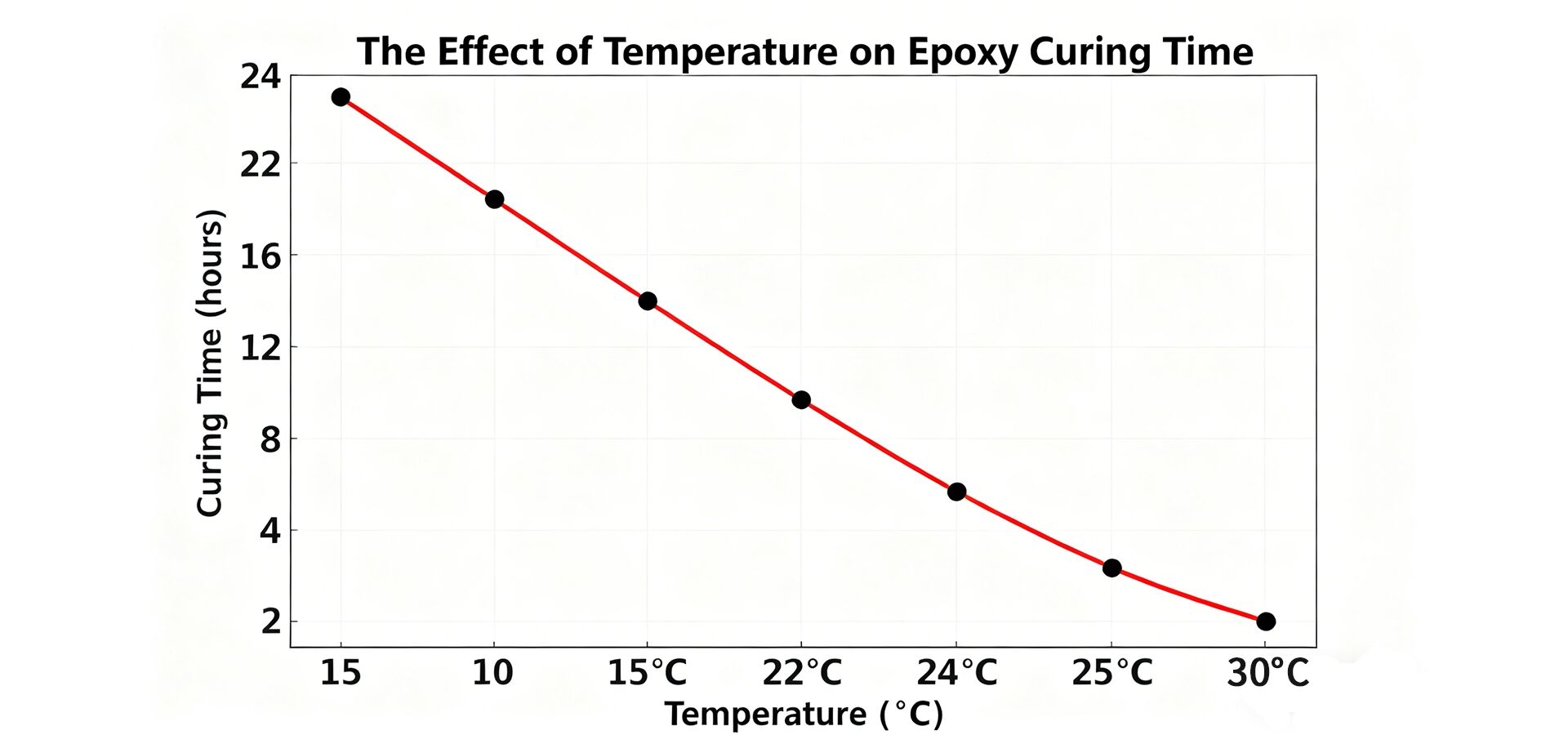
4.3 Pamamahala ng Exotherm
Ang exotherm ay ang init na nabubuo mula sa polymerization. Sa malalaking dami, ang pag-iral ng init ay maaaring magdulot ng mabilis na pagtaas ng temperatura, pagkakalantad sa dilaw, pagkabasag, o pag-ulo. Gamitin ang mga formula na mabagal ang pagkakatuyo para sa malalim na pours, i-layer ang pours, at iwasan ang pagsasara ng malalaking pours nang walang bentilasyon.
5. Karaniwang Problema at Solusyon sa Paghalo at Pagkakatuyo
Kinakatawan ang inaasahang pagkakatuyo (nakasubok sa TDS at kondisyon):
| Sistema | Buhay ng halaman | Paunang Pagpapatigas (walang pakiramdam na stickiness o hindi madurog) | Kumpletong Pagkakatuyo |
| Craft / Art Epoxy | 30–120 min | 6–12 oras | 48–72 na oras |
| Deep Pour (mabagal) | 2–8 oras | 12–24 na oras | 3–7 araw |
| Industrial Potting | 10–60 min | 2–8 oras | 24–72 oras |
| Mabilis na Nagpapatigil na Pandikit | 5–60 minuto | 0.5–2 oras | 12–24 na oras |
Tandaan: Maaaring lumago sa paglipas ng panahon ang buong mekanikal na katangian; sundin ang mga rekomendasyon ng tagagawa para sa post-cure (ang ilang sistema ay nangangailangan ng pagpainit sa 60°C upang makamit ang huling katangian).
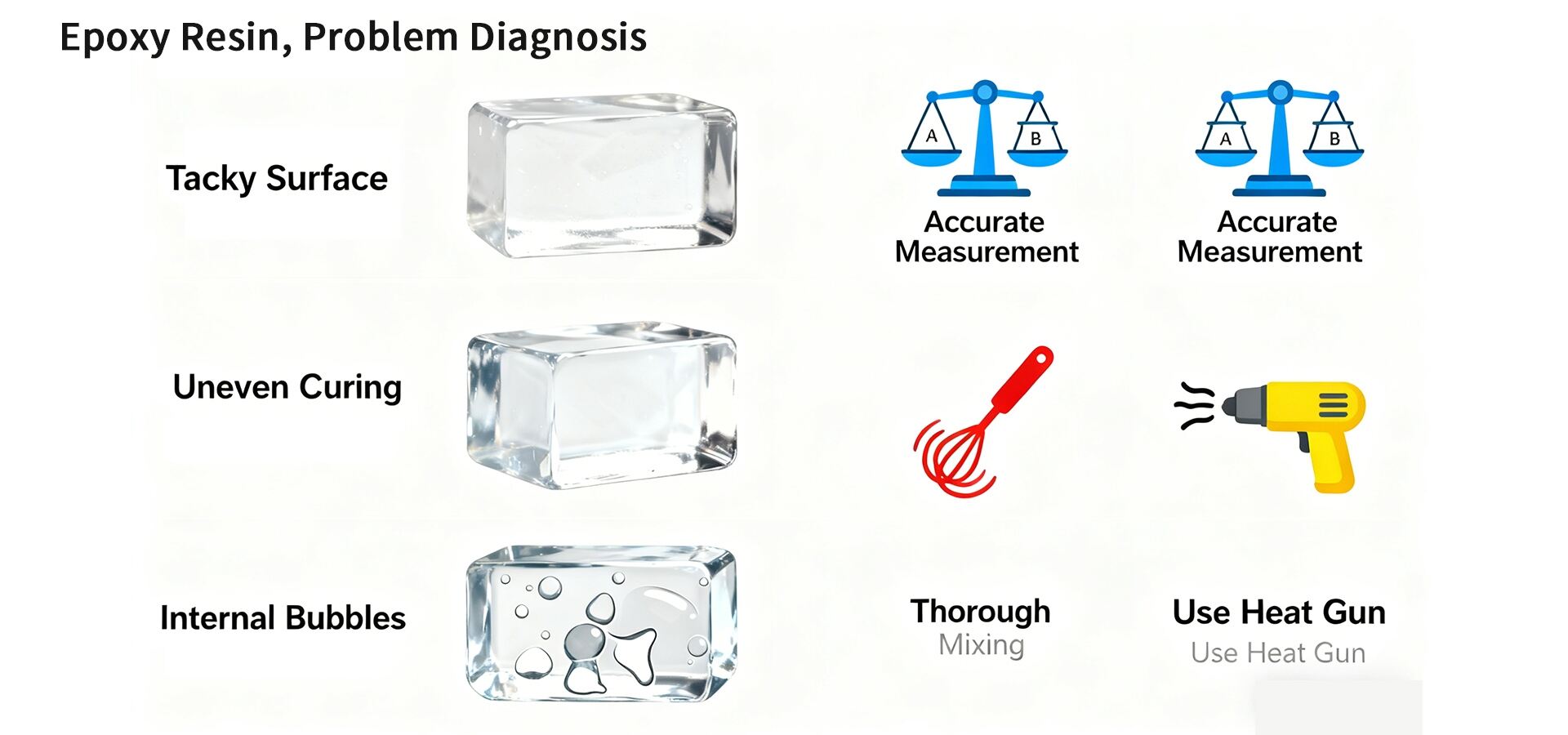
6. Paglutas ng Suliranin — Karaniwang Problema at Solusyon
Sanhi: Maling ratio, hindi sapat na paghalo, mababang temperatura. Solusyon: Alisin ang pandikit na layer at i-recoat matapos mapagtagumpayan ang tamang ratio sa paghahalo; para sa malalaking lugar na may problema sa pandikit, isaalang-alang ang pagpapakinis gamit ang papel na liha at i-recoat.
Sanhi: Lokal na maling paghahalo o kontaminasyon. Solusyon: Putulin ang bahagi, linisin, at i-apply muli ng tama ang epoxy.
Sanhi: Mabilis na paghalo, mataas na kahalumigmigan, maruruming mga unan. Solusyon: Painitin ang mga materyales sa tamang temperatura ng pagtrabaho, haluin nang dahan-dahan, gamitin ang heat gun o vacuum de-gassing/paggawa sa ilalim ng presyon para sa mga mahahalagang bahagi.
Sanhi: Pagkakalantad sa UV, pagtanda, mahinang mga stabilizer. Solusyon: Gamitin ang UV-stable na resin o patungan ng topcoat na may UV blocker; tukuyin ang mga pormulang may HALS para sa paggamit sa labas.
7. Mga Advanced na Tip sa Industriya at Kontrol sa Produksyon
Ang mga teknik na ito na antas ng industriya ay ang pangunahing karanasan na aming naitipon at nabatid bilang isang tagapagtustos sa pamamagitan ng pakikipagtulungan sa maraming OEM/ODM na kliyente. Hindi lamang kami nagtatayo ng mga resin, kundi nag-aalok din ng mga na-optimize na solusyon para sa buong proseso mo.
8. Konklusyon: Ang Pagkaka-eksakto ay Nangunguna sa Pagganap
Ang pagmamay-ari sa tamang ratio ng epoxy at proseso ng pag-cure ay siyang pundasyon ng anumang matagumpay na proyekto. Sa pamamagitan ng pagtrato dito nang may siyentipikong eksaktong kailangan nito, naa-access mo ang buong potensyal ng kahanga-hangang materyal na ito, na nagagarantiya ng tibay, ganda, at katiyakan.
Kailangan ng Tiyak na Gabay? Narito Kami Para Tulungan.
Bilang isang pinagmulan ng Tsuper kasama ang malalim na teknikal na kadalubhasaan, hindi lang resin ang ibinibigay namin—ibinibigay din namin ang mga solusyon. Ang aming koponan ng teknikal na suporta ay maaaring tumulong sa iyo na pumili ng tamang produkto at i-optimize ang iyong proseso para sa iyong tiyak na aplikasyon.
I-download ang Mga Teknikal na Data Sheet para sa Aming Mga Produkto
Tuklasin ang Aming Buong Hanay ng Epoxy Resins
Magkontak sa aming ekipo ng suporta sa teknikal
 Balitang Mainit
Balitang Mainit2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Ang Shenzhen Jianghe New Materials Technology ay nag-aalok ng de-kalidad na Epoxy AB Glue, PU Resin, UV Resin, at Liquid Silicone Rubber. Kasama ang produksyon na may sertipikasyon ng ISO, global na mga sertipikasyon, at mga pasadyang solusyon, kami ay naglilingkod sa mga tagagawa at mga nagbebenta sa Amazon sa buong mundo.
Room 1008, Building 1, Cofco Yunjing, Martin Street, Heshui Kou Community, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Lahat ng karapatan ay nakareserba. Patakaran sa Pagkakapribado






