In the sophisticated landscape of modern industrial manufacturing and high-precision mold development, the selection of Liquid Silicone Rubber (LSR) is far more than a mere technical preference; it is a strategic business decision that directly impacts production throughput, unit cost, and regulatory compliance. As global supply chains demand increasingly resilient and high-performance materials, B2B procurement officers and factory technical leads find themselves constantly weighing the merits of Platinum Cure Silicone (Addition Cure) against Tin Cure Silicone (Condensation Cure).
As a premier source factory with a 20,000㎡ production facility and an annual capacity of 25,000 tons, Jianghe has synthesized thousands of laboratory tests and real-world client case studies to provide this authoritative guide on navigating these critical material choices.
To optimize manufacturing workflows, one must first grasp the molecular logic that governs these two distinct curing systems. The choice between addition-cure and condensation-cure is the primary fork in the road for any molding project.
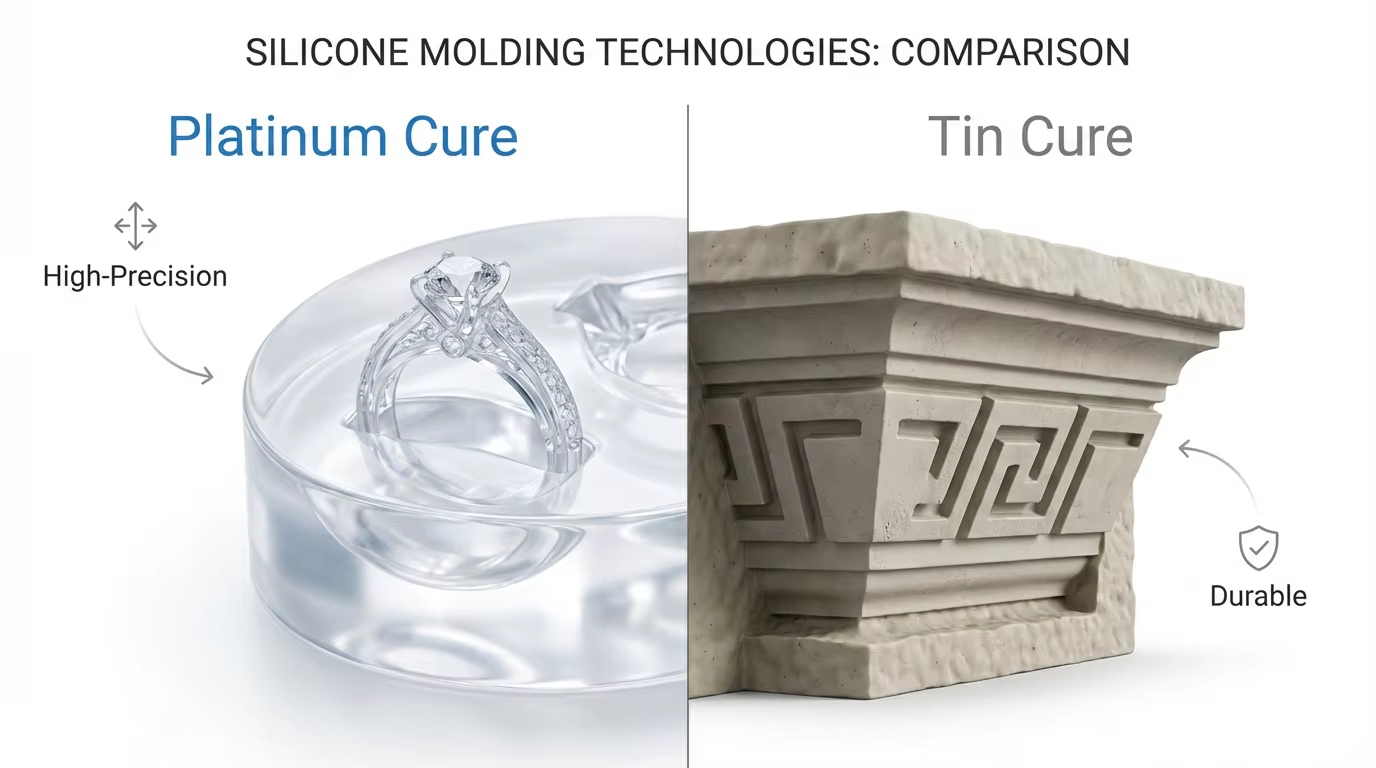
Platinum-cured silicone utilizes a two-part (Part A and Part B) system that undergoes a hydrosilylation addition reaction facilitated by a platinum-complex catalyst. The defining characteristic of this reaction is the total absence of low-molecular-weight by-products. Because nothing is expelled from the material during or after cross-linking, platinum-cured silicone exhibits near-zero linear shrinkage (typically <0.1%).
This dimensional permanence is non-negotiable for sectors requiring extreme tolerances, such as precision electronic encapsulation, aerospace prototyping, and high-end medical device components. Our Food Safe Platinum Cure Silicone for Chocolate Candy Molds is a prime example of this technology. Certified under both FDA and REACH standards, this material maintains its physical integrity and chemical inertness even when subjected to continuous thermal stress at 200°C. Unlike standard silicones, it will not embrittle or exhibit "oil bleed" over time, ensuring that the master's dimensions are replicated with micron-level accuracy.
Tin-cured silicone (organotin catalyzed) operates on a condensation mechanism where low-molecular-weight alcohols (such as ethanol) are released as the material solidifies. The evaporation of these volatiles inevitably results in linear shrinkage ranging from 0.2% to 0.5% over the mold’s storage life. While it lacks the ultimate precision of platinum systems, tin-cured silicone offers superior tear strength and an exceptionally competitive price point. In industries such as architectural decoration (gypsum moldings, cement castings) and bulk resin craft production, where molds are treated as semi-consumable items, tin-cure systems provide a robust and cost-effective solution for large-scale replication.
When discussing industrial applications, two parameters dictate the ease of use and final durability: Shore A Hardness and Viscosity.
The most frequent technical challenge reported in customer feedback is "silicone poisoning" or inhibition—a phenomenon where the surface of the platinum-cure silicone remains tacky or completely liquid after the designated curing time. The platinum catalyst is incredibly sensitive to external chemical contamination.
Common Inhibitors Identified in our Lab:
The Jianghe Innovation: To mitigate these risks, we developed our High Flow Platinum Silicone for Detailed Mold Replication. By incorporating advanced anti-inhibition additives and stabilizing the platinum complex, we ensure a clean, dry cure even when molding against complex 3D-printed substrates, drastically reducing failure rates for our clients.
Lower-grade silicones often begin to excrete silicone oil after only 20–30 pulls, causing the mold to become brittle and the cast parts to feel greasy. Jianghe utilizes high-molecular-weight, low-volatility base polymers to ensure that small molecules remain locked within the polymer matrix. Under optimal conditions, our platinum-cured molds can achieve over 500 pulls, while our tin-cured molds maintain performance stability even when exposed to aggressive, high-exotherm casting resins.
As chemical material consultants, we advise our B2B clients to base their procurement decisions on the Total Lifecycle Cost (TLC) of the mold:
To ensure consistent results across your manufacturing floor, we recommend the following professional protocol:
In the chemical world, predictable material performance is the most significant cost-saver in manufacturing. At Jianghe, we don't just supply silicone; we deliver the technical foundation for your production success. Whether you are scaling a craft studio or managing a global factory line, our team is here to provide the samples, TDS sheets, and technical support you need to excel.
 Hot News
Hot News2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology offers top-quality Epoxy AB Glue, PU Resin, UV Resin, and Liquid Silicone Rubber. With ISO-certified production, global certifications, and customizable solutions, we serve manufacturers and Amazon sellers worldwide.
Room 1008, Building 1, Cofco Yunjing, Martin Street, Heshui Kou Community, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd.All rights reserved. Privacy Policy






