Быстрые ссылки
В сложной сфере современного промышленного производства и разработки высокоточных форм выбор Жидкая силиконовая резина (ЖСК) является не просто техническим предпочтением, а стратегическим бизнес-решением, напрямую влияющим на производительность, себестоимость единицы продукции и соответствие нормативным требованиям. По мере того как глобальные цепочки поставок требуют всё более устойчивых и высокопроизводительных материалов, ответственные за закупки B2B-специалисты и технические руководители предприятий постоянно оценивают преимущества Платинового отверждения (отверждение присоединением) против Оловянного отверждения (отверждение конденсацией) .
Будучи ведущим производственным предприятием с производственной площадкой площадью 20 000 м² и годовой мощностью 25 000 тонн, Jianghe на основе тысяч лабораторных испытаний и практических кейсов клиентов подготовила данное авторитетное руководство по выбору этих критически важных материалов.
Для оптимизации производственных процессов необходимо сначала понять молекулярную логику, управляющую этими двумя различными системами отверждения. Выбор между отверждением присоединением и отверждением конденсацией является первым ключевым решением в любом проекте литья под давлением.
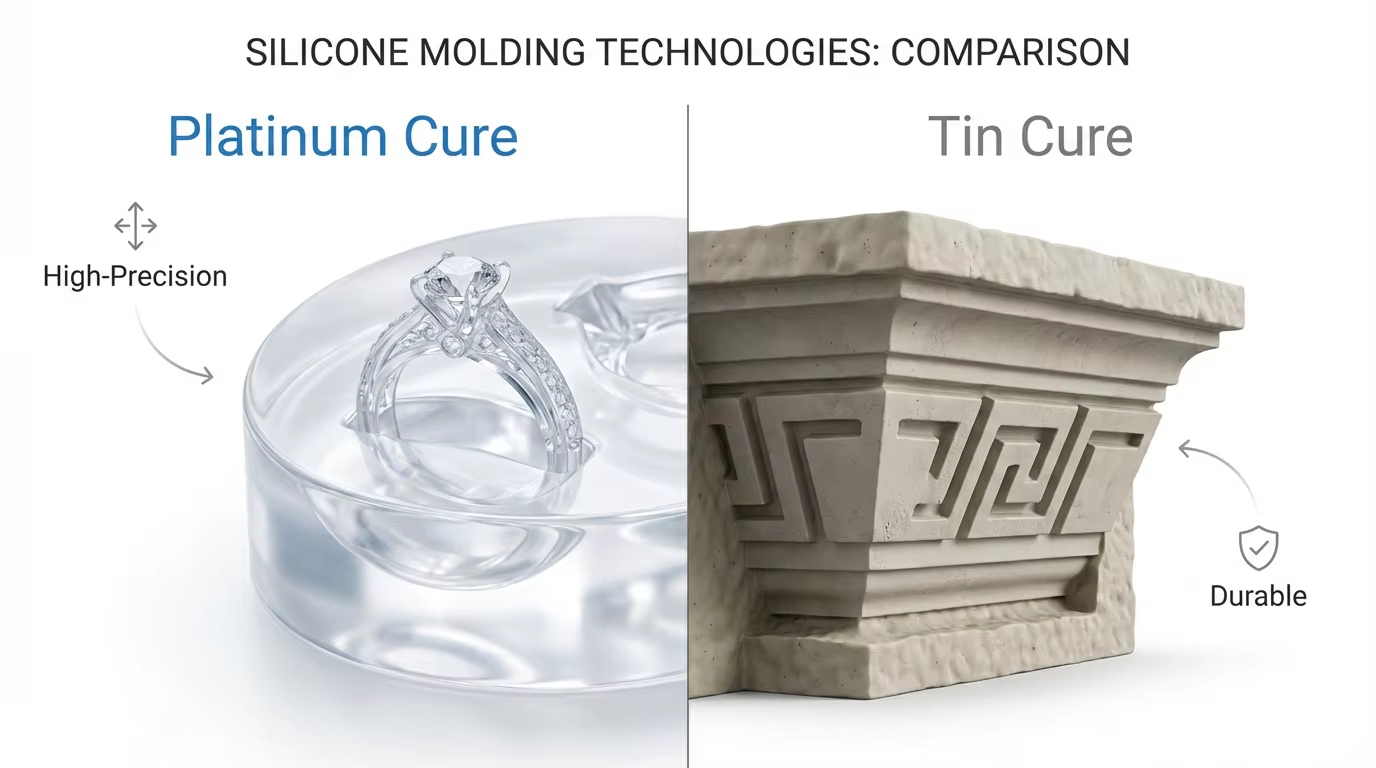
Силикон с платиновым отверждением использует двухкомпонентную систему (компонент А и компонент В), в которой протекает реакция гидросилилирования присоединения, катализируемая комплексом платины. Основной особенностью этой реакции является полное отсутствие низкомолекулярных побочных продуктов . Поскольку в ходе или после поперечного сшивания из материала не выделяется ничего, силикон с платиновым отверждением демонстрирует почти нулевое линейное усадочное изменение (обычно <0,1%).
Эта стабильность размеров является обязательным требованием для отраслей, где необходимы экстремально узкие допуски, например, при герметизации прецизионных электронных компонентов, прототипировании изделий для аэрокосмической промышленности и производстве компонентов высокотехнологичных медицинских устройств. Пищевой платиновый силикон Food Safe Platinum Cure Silicone для формования шоколадных конфет — яркий пример применения этой технологии. Материал сертифицирован в соответствии со стандартами FDA и REACH и сохраняет свою физическую целостность и химическую инертность даже при длительном термическом воздействии при температуре 200 °C. В отличие от обычных силиконов он не становится хрупким и не проявляет явление «выделения масла» со временем, что гарантирует воспроизведение геометрии мастер-формы с точностью до микрона.
Силикон, отвержденный оловом (катализируемый органооловянными соединениями), работает по конденсационному механизму, при котором при затвердевании материала выделяются низкомолекулярные спирты (например, этанол). Испарение этих летучих веществ неизбежно приводит к линейной усадке в диапазоне от 0,2 % до 0,5 % в течение срока хранения формы. Хотя он уступает платиновым системам по максимальной точности, силикон с отверждением оловом обеспечивает превосходную прочность на разрыв и исключительно конкурентоспособную ценовую позицию . В таких отраслях, как архитектурное оформление (гипсовые лепные изделия, цементные отливки) и производство изделий из объемных смол, где формы рассматриваются как полу-расходные материалы, системы отверждения оловом обеспечивают надежное и экономически эффективное решение для крупномасштабного тиражирования.
При обсуждении промышленных применений два параметра определяют удобство использования и конечную долговечность: Твердость по Шору A и Вязкость .
Самая частая техническая проблема, о которой сообщают в отзывы клиентов — это «силиконовое отравление» или ингибирование: явление, при котором поверхность платинового силикона остаётся липкой или полностью жидкой по истечении установленного времени отверждения. Катализатор на основе платины чрезвычайно чувствителен к химическому загрязнению извне.
Распространенные ингибиторы, выявленные в нашей лаборатории:
Инновация компании Jianghe: Для снижения этих рисков мы разработали нашу силиконовую композицию High Flow Platinum для точного воспроизведения форм. Внедрение передовых антиингибирующих добавок и стабилизация платинового комплекса обеспечивают чистое и полное отверждение даже при формовании на сложных субстратах, изготовленных методом 3D-печати, что значительно снижает процент брака у наших клиентов.
Силиконы низкого качества зачастую начинают выделять силиконовое масло уже после 20–30 отливок, что приводит к хрупкости формы и жирному ощущению отлитых деталей. Компания Jianghe использует полимеры-основы с высокой молекулярной массой и низкой летучестью, чтобы обеспечить удержание низкомолекулярных компонентов внутри полимерной матрицы. В оптимальных условиях наши формы, отвержденные платиновым катализатором, способны выдержать более 500 отливок, а формы, отвержденные оловянным катализатором, сохраняют стабильность эксплуатационных характеристик даже при контакте с агрессивными смолами для литья, характеризующимися высоким тепловыделением.
Как консультанты по химическим материалам, мы рекомендуем нашим клиентам B2B принимать решения о закупках на основе Общей стоимости жизненного цикла (TLC) формы:
Для обеспечения стабильных результатов по всему производственному участку мы рекомендуем следующий профессиональный протокол:
В химической промышленности предсказуемая эксплуатационная надёжность материалов является наиболее значимым фактором снижения производственных затрат. В компании Jianghe мы поставляем не просто силикон — мы обеспечиваем техническую основу для вашего производственного успеха. Независимо от того, масштабируете ли вы небольшую мастерскую или управляете глобальной заводской линией, наша команда готова предоставить вам образцы, технические паспорты (TDS) и необходимую техническую поддержку для достижения выдающихся результатов.
 Горячие новости
Горячие новости2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology предлагает высококачественный эпоксидный клей AB, полиуретановую смолу, УФ-смолу и жидкий силиконовый каучук. Благодаря производству, сертифицированному по ISO, международным сертификатам и возможностям индивидуальной настройки, мы обслуживаем производителей и продавцов на Amazon по всему миру.
Комната 1008, корпус 1, Cofco Yunjing, улица Мартин, община Хэшуйкоу, Гуанмин
Авторские права © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Все права защищены. Политика конфиденциальности






