Hızlı Bağlantılar
Modern endüstriyel üretim ve yüksek hassasiyetli kalıp geliştirme gibi karmaşık alanlarda Sıvı silikon lastiği (LSR) kullanımının seçimi, sadece bir teknik tercihten çok daha fazlasıdır; bu seçim, üretim verimini, birim maliyeti ve düzenleyici uyumluluğu doğrudan etkileyen stratejik bir iş kararıdır. Küresel tedarik zincirleri, giderek daha dayanıklı ve yüksek performanslı malzemeler talep ederken B2B satın alma yetkilileri ile fabrika teknik liderleri, sürekli olarak Platin Kürleme Silikonu (Eklem Kürleme) karşı Kalay Kürleme Silikonu (Kondensasyon Kürleme) .
Yıllık kapasitesi 25.000 ton olan ve üretim alanı 20.000 m²’lik bir tesisine sahip öncü bir kaynak fabrikası olarak Jianghe bu kritik malzeme seçimlerini yönetmeye yönelik otoriter rehberi hazırlamak amacıyla binlerce laboratuvar testi ve gerçek dünya müşteri vaka çalışmasını bir araya getirmiştir.
Üretim süreçlerini optimize etmek için, öncelikle bu iki farklı sertleşme sisteminin yönetimi altındaki moleküler mantığı anlamak gerekir. Eklemeli sertleşme (addition-cure) ile kondensasyonla sertleşme (condensation-cure) arasındaki seçim, her kalıplama projesi için ana karar noktasıdır.
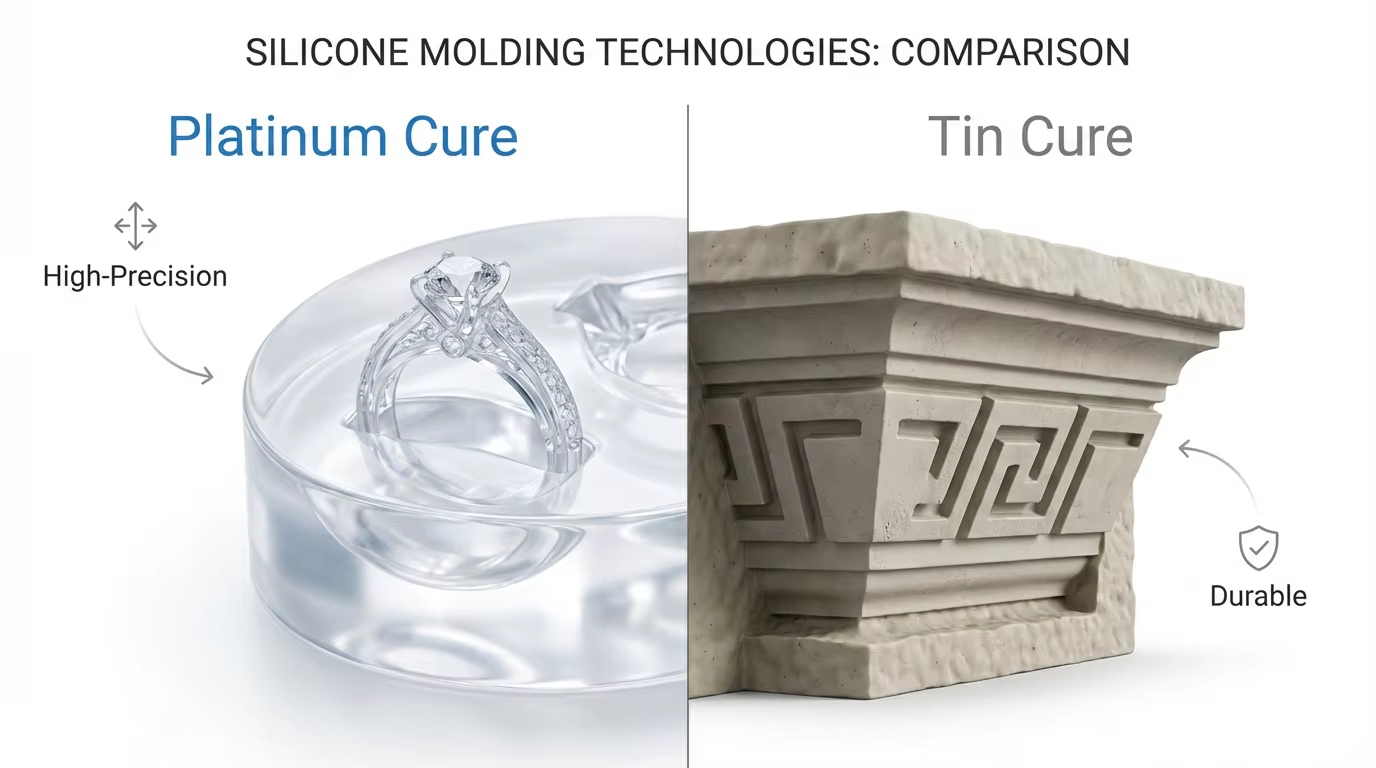
Platinle sertleştirilmiş silikon, platin kompleksi katalizörü tarafından kolaylaştırılan bir hidrosililasyon eklemeli reaksiyonu geçiren iki bileşenli (Bileşen A ve Bileşen B) bir sistem kullanır. Bu reaksiyonun belirleyici özelliği, düşük molekül ağırlıklı yan ürünlerin tamamen yokluğu dur. Çünkü malzeme, çapraz bağlanma sırasında ya da sonrasında hiçbir şey dışarı atmadığından, platinle sertleştirilmiş silikon neredeyse sıfır doğrusal büzülme (genellikle < %0,1) gösterir.
Bu boyutsal kalıcılık, hassas elektronik kaplamalar, havacılık prototipleri ve yüksek düzey tıbbi cihaz bileşenleri gibi aşırı tolerans gereken sektörler için pazarlık dışı bir zorunluluktur. Çikolata şeker kalıpları için Gıda Güvenli Platin Kür Silikonumuz, bu teknolojinin öncü bir örneğidir. FDA ve REACH standartlarının her ikisi altında da sertifikalandırılmıştır; bu malzeme, 200°C’de sürekli termal stres altına alındığında bile fiziksel bütünlüğünü ve kimyasal inertliğini korur. Standart silikonlardan farklı olarak, zamanla kırılganlaşmaz ya da "yağ sızıntısı" göstermez; böylece ana kalıbın boyutları mikron düzeyinde doğrulukla çoğaltılır.
Kalayla sertleşen silikon (organokalay katalizörlü), malzemenin katılaşması sırasında düşük molekül ağırlıklı alkollerin (örneğin etanol) salınımına neden olan bir kondenzasyon mekanizmasıyla çalışır. Bu uçucu maddelerin buharlaşması, kalıbın depolama ömrü boyunca %0,2 ila %0,5 aralığında doğrusal küçülmeyle kaçınılmaz olarak sonuçlanır. Platin sistemlerin son derece yüksek hassasiyetine sahip olmamasına rağmen, kalayla sertleşen silikon şunları sunar: üstün yırtılma mukavemeti ve bir oldukça rekabetçi fiyat düzeyi mimari dekorasyon (alçı sıva kalıpları, çimento dökümleri) ve toplu reçine el sanatları üretimi gibi alanlarda kalıplar yarı tüketim malları olarak değerlendirildiğinden, kalayla sertleşen sistemler büyük ölçekli çoğaltma için sağlam ve maliyet açısından verimli bir çözüm sağlar.
Endüstriyel uygulamalardan bahsedildiğinde, kullanım kolaylığını ve nihai dayanıklılığı belirleyen iki parametre vardır: Shore A Sertliği ve Sıvılık .
Rapor edilen en yaygın teknik sorun, müşteri Geri Bildirimleri "Silikon zehirlenmesi" ya da inhibisyon—platin katalizörlü silikonun belirlenen kür süresi sonrasında yüzeyinin yapışkan kalması ya da tamamen sıvı kalması fenomenidir. Platin katalizör, dış kimyasal kirleticilere karşı son derece duyarlıdır.
Laboratuvarımızda Belirlenen Yaygın İnhibitörler:
Jianghe Yeniliği: Bu riskleri azaltmak amacıyla, detaylı kalıp replikasyonu için Yüksek Akışlı Platin Silikonumuzu geliştirdik. Gelişmiş anti-inhibisyon katkı maddeleri ekleyerek ve platin kompleksini stabilize ederek, karmaşık 3B baskılı alt tabakalara karşı bile temiz ve tam kür sağladık; bu da müşterilerimizin başarısızlık oranlarını büyük ölçüde düşürdü.
Daha düşük kaliteli silikonlar, sadece 20–30 adet döküm sonrası silikon yağı salmaya başlayabilir; bu da kalıbın kırılgan hâle gelmesine ve dökülen parçaların yağlı bir dokuya sahip görünmesine neden olur. Jianghe, küçük moleküllerin polimer matrisi içinde sabit kalmasını sağlamak için yüksek molekül ağırlıklı, düşük uçuculuklu temel polimerler kullanır. Optimum koşullar altında platin-katalizli kalıplarımız 500’den fazla döküm sağlarken, kalay-katalizli kalıplarımız agresif ve yüksek ekzotermik döküm reçinelerine maruz kaldıklarında bile performans istikrarını korur.
Kimyasal malzeme danışmanları olarak, B2B müşterilerimizin satın alma kararlarını Toplam Yaşam Döngüsü Maliyeti (TYDM) temelinde vermesini öneririz:
Üretim alanınızda tutarlı sonuçlar elde etmek için aşağıdaki profesyonel protokolü uygulamanızı öneririz:
Kimya dünyasında, tahmin edilebilir malzeme performansı üretimde en önemli maliyet tasarrufudur. Jianghe olarak sadece silikon tedarik etmiyoruz; üretim başarınız için teknik temeli sağlıyoruz. Bir el sanatları atölyesini mi büyütüyorsunuz yoksa küresel bir fabrika hattını mı yönetiyorsunuz, ekibimiz sizin üst düzey başarı elde etmeniz için ihtiyaç duyduğunuz numuneleri, teknik veri sayfalarını (TDS) ve teknik destekleri sağlamaya hazır.
 Son Haberler
Son Haberler2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe Yeni Malzemeler Teknolojisi, yüksek kaliteli Epoksi AB Yapıştırıcısı, PU Reçine, UV Reçine ve Sıvı Silikon Kauçuk sunmaktadır. ISO sertifikalı üretim, küresel sertifikalar ve özelleştirilebilir çözümlerle dünya çapındaki üretici firmalara ve Amazon satıcılarına hizmet veriyoruz.
Heshui Kou Topluluğu, Martin Caddesi, Cofco Yunjing, Bina 1, Daire 1008
Telif hakkı © 2026 Shenzhen Jianghe Yeni Malzeme Teknoloji Co., Ltd. Tüm hakları saklıdır. Gizlilik Politikası






