V sofistikované krajině moderní průmyslové výroby a vývoje vysoce přesných forem je výběr Kapalná silikonová guma (LSR) mnohem více než jen technická preference; jedná se o strategické obchodní rozhodnutí, které přímo ovlivňuje výrobní výkon, náklady na jednotku a dodržování předpisů. Vzhledem k tomu, že globální dodavatelské řetězce vyžadují stále odolnější a výkonnější materiály, musí zakupující manažeři B2B a techničtí vedoucí výrobních závodů neustále vyvažovat výhody Platinově vulkanizovaného silikonu (adiciční vulkanizace) před Cínově vulkanizovaného silikonu (kondenzační vulkanizace) .
Jako přední výrobní závod s výrobní plochou 20 000 m² a roční kapacitou 25 000 tun Jianghe provedl tisíce laboratorních testů a analýz reálných případů u zákazníků, aby vytvořil tento autoritativní průvodce pro rozhodování o těchto klíčových volbách materiálů.
Aby byly výrobní pracovní postupy optimalizovány, je nejprve nutné pochopit molekulární logiku, která řídí tyto dva odlišné systémy tuhnutí. Volba mezi tuhnutím přídavkem a tuhnutím kondenzací je hlavní rozcestí pro jakýkoli formovací projekt.
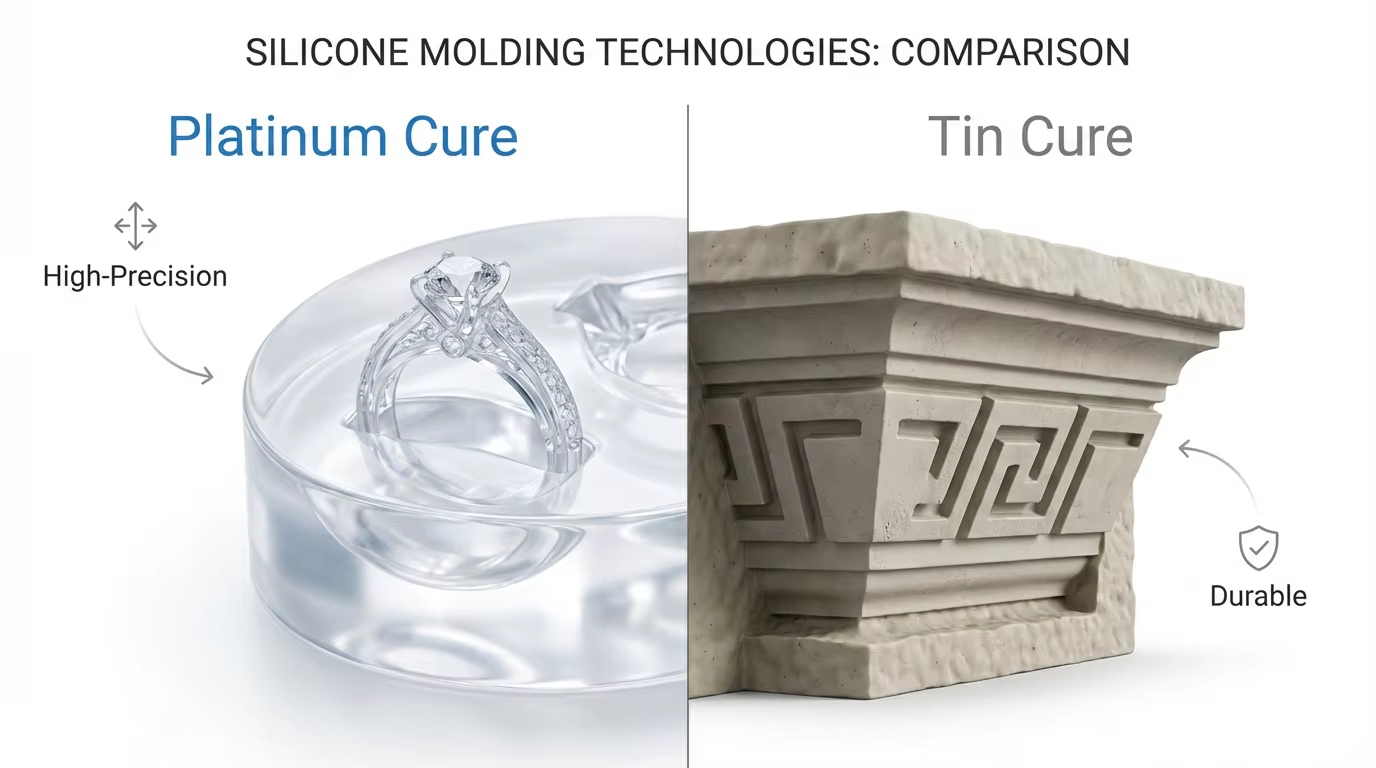
Platinově tuhnoucí silikon využívá dvousložkový systém (složka A a složka B), který podstupuje adiční reakci hydrosilylace katalyzovanou komplexem platinového katalyzátoru. Definující charakteristikou této reakce je úplná absence vedlejších produktů s nízkou molekulovou hmotností . Protože během nebo po síťování z materiálu není uvolňována žádná látka, platinově tuhnoucí silikon vykazuje téměř nulové lineární smrštění (obvykle < 0,1 %).
Tato rozměrová stálost je nepředmětná pro odvětví vyžadující extrémní tolerance, jako je přesné zapouzdření elektronických součástí, výroba prototypů pro letecký a kosmický průmysl a výroba komponent pro vysoce kvalitní lékařská zařízení. Naše potravinářsky bezpečná platinově ztvrditelná silikonová hmota pro formy na čokoládové bonbóny je vynikajícím příkladem této technologie. Tento materiál je certifikován podle norem FDA i REACH a zachovává svou fyzikální integritu i chemickou neaktivitu i při trvalém tepelném zatížení teplotou 200 °C. Na rozdíl od běžných silikonů se s časem neztvrdne ani nevykazuje jev tzv. „vyplavování oleje“, čímž je zajištěna reprodukce rozměrů originálu s přesností na mikrometry.
Silikon ztvrdnutý cínem (katalyzovaný organocínem) funguje na kondenzačním mechanismu, při němž se při tuhnutí materiálu uvolňují nízkomolekulární alkoholy (např. ethanol). Vypařování těchto летuchých látek nevyhnutelně způsobuje lineární smrštění v rozmezí 0,2 % až 0,5 % během doby uchovávání formy. Ačkoli nemá konečnou přesnost systémů s platinovým katalyzátorem, silikon ztvrdnutý cínem nabízí vyšší odolnost proti trhání a výjimečně konkurenceschopnou cenu . V průmyslových oblastech, jako je architektonická výzdoba (sádrové profilové prvky, lití z cementu) a výroba řemeslných výrobků z hromadně používaných pryskyřic, kde jsou formy považovány za polo-spotřební položky, poskytují systémy s cínovým ztvrdnutím robustní a cenově výhodné řešení pro rozsáhlou replikaci.
Při diskusi o průmyslových aplikacích rozhodují o snadnosti použití i konečné odolnosti dva parametry: Tvrdost Shore A a Viskosita .
Je „otrava křemičitanem“ nebo inhibice – jev, při němž povrch platinově ztvrdnutého křemičitanu zůstává lepkavý nebo zcela kapalný i po uplynutí stanovené doby ztvrdnutí. Platinový katalyzátor je extrémně citlivý na chemické kontaminace ze vnějšího prostředí. zpětná vazba od zákazníků nejčastěji hlášenou technickou potíží v
Běžné inhibitory identifikované v našem laboratorním prostředí:
Inovace společnosti Jianghe: K potlačení těchto rizik jsme vyvinuli naši silikonovou hmotu s vysokou tokovostí na bázi platinového katalyzátoru pro podrobné replikace forem. Začleněním pokročilých protiinhibičních přísad a stabilizací platinového komplexu zajišťujeme čisté a suché utvrzení i při formování proti složitým substrátům z 3D tisku, čímž výrazně snižujeme míru selhání u našich klientů.
Kvalitnější silicone často začínají vylučovat silikonový olej již po pouhých 20–30 odlivech, což způsobuje křehkost formy a mastný povrch odlitků. Společnost Jianghe využívá polymerní základní látky s vysokou molekulovou hmotností a nízkou těkavostí, aby se malé molekuly udržely uzavřené v polymerní matici. Za optimálních podmínek dosahují naše platinově vulkanizované formy více než 500 odlivů, zatímco naše cínem vulkanizované formy zachovávají stabilitu výkonu i při kontaktu s agresivními pryskyřicemi pro lití vykazujícími vysoké teplo uvolňování.
Jako konzultanti v oblasti chemických materiálů doporučujeme našim B2B klientům, aby svá rozhodnutí o nákupu založili na Celkových nákladech na celý životní cyklus (TLC) formy:
Aby byly výsledky na vašem výrobním provozu konzistentní, doporučujeme následující profesionální postup:
Ve světě chemie je předvídatelný výkon materiálů nejvýznamnějším způsobem snížení nákladů v průmyslové výrobě. Společnost Jianghe neposkytuje pouze silikon, ale poskytuje technický základ pro váš výrobní úspěch. Ať už rozšiřujete malou dílnu nebo řídíte výrobní linku na globální úrovni, náš tým je k dispozici, aby vám poskytl vzorky, technické údajové listy (TDS) a technickou podporu, kterou potřebujete k dosažení vynikajících výsledků.
 Aktuální novinky
Aktuální novinky2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Společnost Shenzhen Jianghe New Materials Technology nabízí prvnotřídní epoxidové lepidlo AB, PU pryskyřici, UV pryskyřici a tekutou silikonovou gumu. Díky výrobě s certifikací ISO, globálním certifikátům a přizpůsobitelným řešením poskytujeme služby výrobcům a prodejcům na Amazonu po celém světě.
Místnost 1008, budova 1, Cofco Yunjing, Martin Street, komunita Heshui Kou, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Všechna práva vyhrazena. Zásady ochrany soukromí






