I det sofistikerte landskapet for moderne industriell produksjon og utvikling av høy-nøyaktige former er valget av Væskesilikonrubber (LSR) langt mer enn en ren teknisk preferanse; det er en strategisk forretningsbeslutning som direkte påvirker produksjonskapasiteten, enhetskostnaden og overholdelsen av reguleringer. Ettersom globale forsyningskjeder krever stadig mer robuste og høytytende materialer, må B2B-innköpsansvarlige og tekniske ledere i fabrikker konstant vurdere fordelene med Platinahårdende silikon (addisjons-hårdning) mot Tinnhårdende silikon (kondensasjons-hårdning) .
Som en ledende kildelverksted med en produksjonsanlegg på 20 000 m² og en årlig kapasitet på 25 000 tonn har Jianghe sammensatt tusenvis av laboratorietester og reelle kundekasusstudier for å gi denne autoritative veiledningen om hvordan man navigerer disse kritiske materievalgene.
For å optimalisere produksjonsarbeidsflyter må man først forstå den molekylære logikken som styrer disse to ulike herdingssystemene. Valget mellom herding ved addisjon og herding ved kondensasjon er den første avgjørelsen i ethvert formgivningsprosjekt.
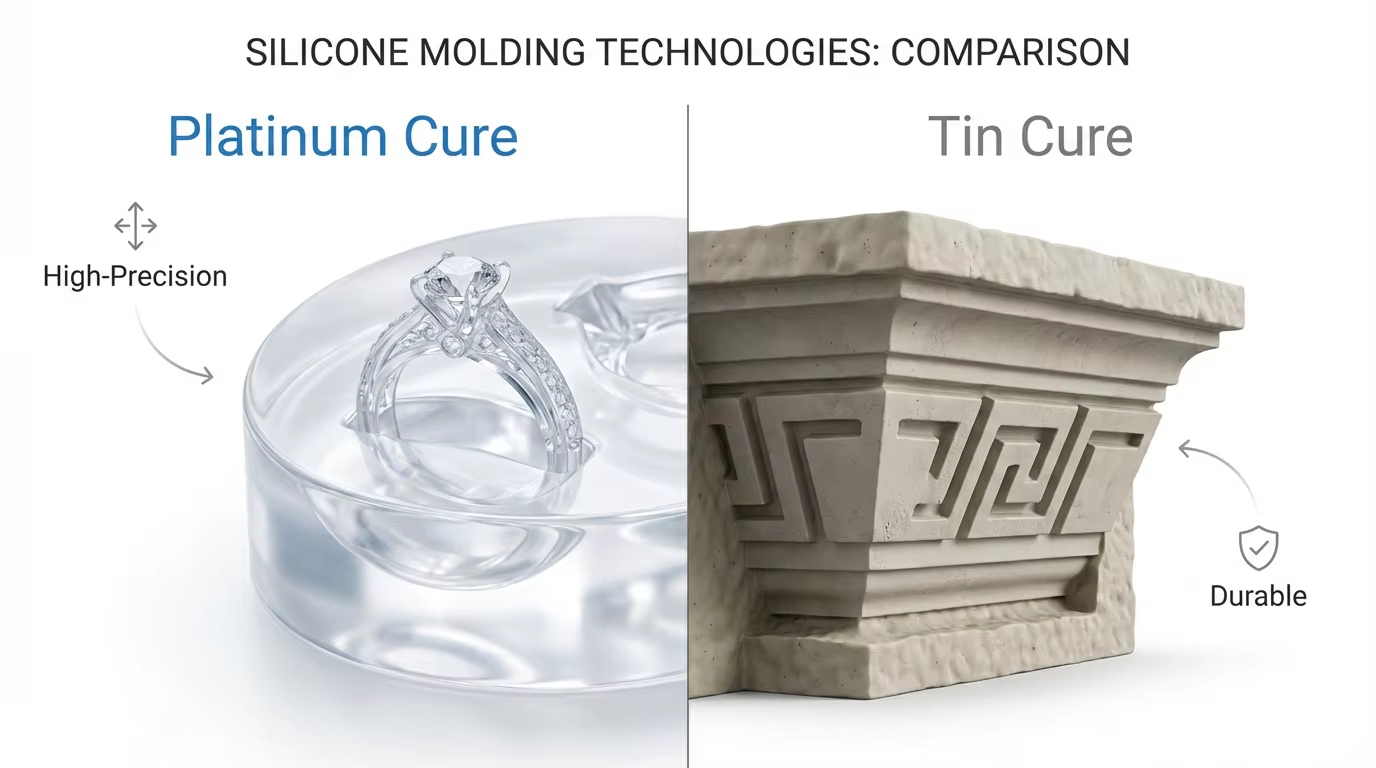
Platinaherdet silikon bruker et todelts system (del A og del B) som gjennomgår en hydrosilyleringsaddisjonsreaksjon, katalysert av en platinkomplekskatalysator. Den karakteristiske egenskapen til denne reaksjonen er fullstendig fravær av lavmolekylære bireaksjoner . Ettersom ingenting utskilles fra materialet under eller etter tverrlenkningen, viser platina-herdet silikon nesten null lineær krymping (vanligvis < 0,1 %).
Denne dimensjonelle stabiliteten er uunnværlig for sektorer som krever ekstreme toleranser, som presis elektronisk innkapsling, luft- og romfartprototypering og komponenter til high-end medisinske apparater. Vårt mattrygge platina-hardingssilicone for sjokolade- og godterimaler er et fremragende eksempel på denne teknologien. Materialet er sertifisert i henhold til både FDA- og REACH-standardene og beholder sin fysiske integritet og kjemiske inaktivitet selv under kontinuerlig termisk belastning ved 200 °C. I motsetning til vanlige silikoner blir det ikke sprøt eller utvikler «oljeutslipp» med tiden, noe som sikrer at modellens dimensjoner kopieres med mikronnøyaktighet.
Tinn-kurert silikon (katalysert med organotinn) virker via en kondensasjonsmekanisme der lavmolekylære alkoholer (som for eksempel etanol) frigis når materialet herdes. Fordampningen av disse flyktige stoffene fører uunngåelig til lineær krymping på 0,2 % til 0,5 % gjennom formens lagringslevetid. Selv om det ikke oppnår den absolutte nøyaktigheten til platinsystemer, tilbyr tinn-kurert silikon overlegen revestyrke og en en ekstremt konkurransedyktig pris . I industrier som arkitektonisk dekorasjon (gipsforminger, sementstøp) og storstilt produksjon av harskunst, der former behandles som halvforbruksartikler, gir tinn-kurerte systemer en robust og kostnadseffektiv løsning for storstilt reproduksjon.
Når det gjelder industrielle anvendelser, er to parametere avgjørende for bruksvennlighet og endelig holdbarhet: Shore A Hårdhet og Viskositet .
Er «silikongift» eller inhibering – et fenomen der overflaten på platinkatalysert silikon forblir klebrig eller helt væskete etter den angitte herdetiden. Platinkatalysatoren er ekstremt følsom for ekstern kjemisk forurensning. kundeanmeldelser den mest vanlige tekniske utfordringen som rapporteres i
Vanlige hemmere identifisert i vårt laboratorium:
Jianghes innovasjon: For å redusere disse risikoen utviklet vi vår High Flow Platinum-silicone for detaljert formreplikering. Ved å inkludere avanserte anti-inhiberende additiver og stabilisere platinkomplekset sikrer vi en ren, tørr herding selv ved formgiving mot komplekse 3D-printede underlag, noe som kraftig reduserer feilrater for våre kunder.
Silikoner av lavere kvalitet begynner ofte å frigjøre silikonolje allerede etter 20–30 avstøpninger, noe som gjør formen sprø og gjør støpt deler fettaktige i berøring. Jianghe bruker polymerer med høy molekylvekt og lav flyktighet som grunnstoff for å sikre at små molekyler forblir låst inni polymermatrisen. Under optimale forhold kan våre platina-hærdede former oppnå over 500 avstøpninger, mens våre tinn-hærdede former beholder sin ytelsesstabilitet selv ved eksponering for aggressive, sterkt eksoterme støpeharer.
Som rådgivere innen kjemiske materialer anbefaler vi våre B2B-kunder å basere sine innkjøpsbeslutninger på Totalkostnad over hele levetiden (TLC) for formen:
For å sikre konsekvente resultater på hele produksjonsarealet ditt, anbefaler vi følgende faglige protokoll:
I den kjemiske verden er forutsigbar materialeytelse den mest betydningsfulle kostnadsbesparelsen i produksjonen. Hos Jianghe leverer vi ikke bare silikon – vi leverer den tekniske grunnlaget for din produksjonssuksess. Uansett om du utvider en håndverksstudio eller styrer en global fabrikkslinje, står vårt team klart til å levere prøver, tekniske dataark (TDS) og teknisk støtte som du trenger for å lykkes.
 Siste nytt
Siste nytt2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology tilbyr toppkvalitets Epoxy AB-lim, PU-har, UV-har og flytende silikongummi. Med ISO-sertifisert produksjon, globale sertifikater og skreddersydde løsninger, leverer vi til produsenter og Amazon-selgere verden over.
Rom 1008, Bygning 1, Cofco Yunjing, Martin Street, Heshui Kou-samfunnet, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Alle rettigheter forbeholdt. Personvernerklæring






