Dans le paysage sophistiqué de la fabrication industrielle moderne et du développement de moules à haute précision, le choix de Caoutchouc silicone liquide (LSR) va bien au-delà d’une simple préférence technique ; il s’agit d’une décision stratégique qui influe directement sur le débit de production, le coût unitaire et la conformité réglementaire. À mesure que les chaînes d’approvisionnement mondiales exigent des matériaux de plus en plus résilients et performants, les responsables achats B2B et les chefs techniques d’usine doivent constamment évaluer les avantages respectifs des Silicones à durcissement au platine (durcissement par addition) contre Silicones à durcissement à l’étain (durcissement par condensation) .
En tant qu’usine productrice de premier plan disposant d’une surface de production de 20 000 m² et d’une capacité annuelle de 25 000 tonnes, Jianghe a synthétisé des milliers d’essais en laboratoire et d’études de cas clients réels afin de proposer ce guide d’autorité sur la sélection de ces matériaux critiques.
Pour optimiser les flux de travail de fabrication, il faut d’abord comprendre la logique moléculaire qui régit ces deux systèmes de durcissement distincts. Le choix entre un système de durcissement par addition et un système de durcissement par condensation constitue la première étape décisive dans tout projet de moulage.
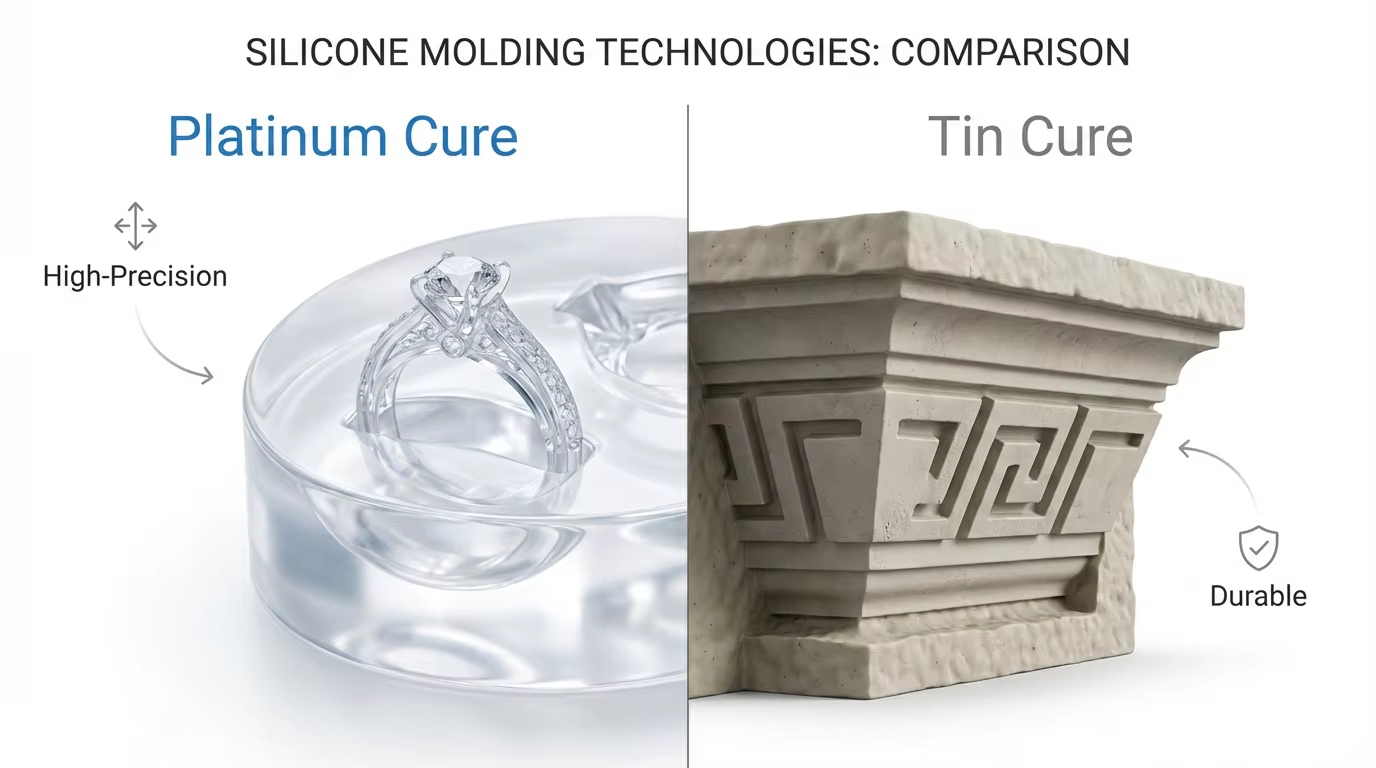
Le silicone durci au platine utilise un système à deux composants (composant A et composant B) qui subit une réaction d’addition d’hydrosilylation catalysée par un complexe de platine. La caractéristique fondamentale de cette réaction est la totale absence de sous-produits à faible masse moléculaire . Comme aucun composé n’est éliminé du matériau pendant ou après la réticulation, le silicone durci au platine présente une rétraction linéaire quasi nulle (généralement < 0,1 %).
Cette stabilité dimensionnelle est une exigence impérative dans les secteurs qui nécessitent des tolérances extrêmes, tels que l’encapsulation électronique de précision, la fabrication de prototypes aérospatiaux et les composants de dispositifs médicaux haut de gamme. Notre silicone platine alimentaire certifié pour les moules à chocolat et bonbons constitue un exemple remarquable de cette technologie. Certifié conformément aux normes FDA et REACH, ce matériau conserve son intégrité physique et son inertie chimique, même lorsqu’il est soumis à une contrainte thermique continue à 200 °C. Contrairement aux silicones standards, il ne devient pas cassant ni ne présente de « suintement d’huile » avec le temps, garantissant ainsi la reproduction des dimensions du modèle-maître avec une précision au micron près.
La silicone durcie au stannique (catalysée par un organoétain) fonctionne selon un mécanisme de condensation, au cours duquel des alcools de faible masse moléculaire (tels que l’éthanol) sont libérés pendant la solidification du matériau. L’évaporation de ces composés volatils entraîne inévitablement un retrait linéaire compris entre 0,2 % et 0,5 % au cours de la durée de stockage du moule. Bien qu’elle ne présente pas la précision ultime des systèmes au platine, la silicone durcie au stannique offre une résistance à la déchirure supérieure et d'une un prix exceptionnellement compétitif . Dans des secteurs tels que la décoration architecturale (moulures en plâtre, moulages en ciment) et la production artisanale de résines en grande quantité, où les moules sont considérés comme des éléments semi-consommables, les systèmes de durcissement au stannique constituent une solution robuste et économique pour la reproduction à grande échelle.
Lorsqu’il s’agit d’applications industrielles, deux paramètres déterminent la facilité d’utilisation et la durabilité finale : Dureté Shore A et Viscosité .
Est « l’empoisonnement au silicone » ou l’inhibition — un phénomène pour lequel la surface du silicone durcissant au platine reste collante ou demeure entièrement liquide après le temps de durcissement prévu. Le catalyseur au platine est extrêmement sensible à toute contamination chimique externe. avis des clients le défi technique le plus fréquemment signalé dans
Inhibiteurs courants identifiés dans notre laboratoire :
L’innovation Jianghe : Pour atténuer ces risques, nous avons développé notre silicone platine haute fluidité pour la reproduction précise de moules. En intégrant des additifs anti-inhibition avancés et en stabilisant le complexe de platine, nous garantissons un durcissement propre et complet, même lors du moulage sur des substrats imprimés en 3D complexes, réduisant ainsi drastiquement les taux d’échec pour nos clients.
Les silicones de qualité inférieure commencent souvent à sécréter de l'huile de silicone après seulement 20 à 30 tirages, ce qui rend le moule cassant et confère aux pièces moulées une sensation grasse. Jianghe utilise des polymères de base à haut poids moléculaire et à faible volatilité afin de garantir que les petites molécules restent piégées dans la matrice polymère. Dans des conditions optimales, nos moules vulcanisés au platine peuvent atteindre plus de 500 tirages, tandis que nos moules vulcanisés à l’étain conservent une stabilité de performance même lorsqu’ils sont exposés à des résines de moulage agressives et fortement exothermiques.
En tant que consultants en matériaux chimiques, nous conseillons nos clients B2B de fonder leurs décisions d’achat sur le Coût total du cycle de vie (CTCV) du moule :
Pour garantir des résultats constants sur l’ensemble de votre chaîne de fabrication, nous recommandons le protocole professionnel suivant :
Dans le monde de la chimie, des performances prévisibles des matériaux constituent l’économie la plus significative en matière de fabrication. Chez Jianghe, nous ne fournissons pas seulement de la silicone ; nous vous apportons le fondement technique indispensable à la réussite de votre production. Que vous développiez un atelier artisanal ou que vous gériez une chaîne de fabrication mondiale, notre équipe est là pour vous fournir les échantillons, les fiches techniques (TDS) et le soutien technique dont vous avez besoin pour exceller.
 Actualités en vedette
Actualités en vedette2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology propose de la colle époxy AB, de la résine PU, de la résine UV et du caoutchouc silicone liquide de haute qualité. Forts d'une production certifiée ISO, de certifications internationales et de solutions personnalisables, nous accompagnons des fabricants et vendeurs Amazon du monde entier.
Salle 1008, Bâtiment 1, Cofco Yunjing, Rue Martin, Communauté Heshui Kou, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Tous droits réservés. Politique de confidentialité






