I den sofistikerade miljön för modern industriell tillverkning och högprecisionens formutveckling är valet av Vätskebaserad silikonkcauchu (LSR) långt mer än en ren teknisk preferens; det är ett strategiskt affärsbeslut som direkt påverkar produktionsgenomströmningen, styckkostnaden och efterlevnaden av regleringar. När globala leveranskedjor kräver allt mer robusta och högpresterande material står B2B-inköpsansvariga och fabrikens tekniska chefer inför ett ständigt val mellan Platinahärdad silikon (additionshärdning) mot Tin-härdad silikon (kondensationshärdning) .
Som en ledande källfabrik med en produktionsanläggning på 20 000 m² och en årlig kapacitet på 25 000 ton har Jianghe genomfört tusentals laboratorietester och verkliga kundfallstudier för att utarbeta denna auktoritativa vägledning för att navigera dessa avgörande materialval.
För att optimera tillverkningsarbetsflöden måste man först förstå den molekylära logiken som styr dessa två olika härdningssystem. Valet mellan additionshärdning och kondensationshärdning är den primära vägskälningen för alla formsprutningsprojekt.
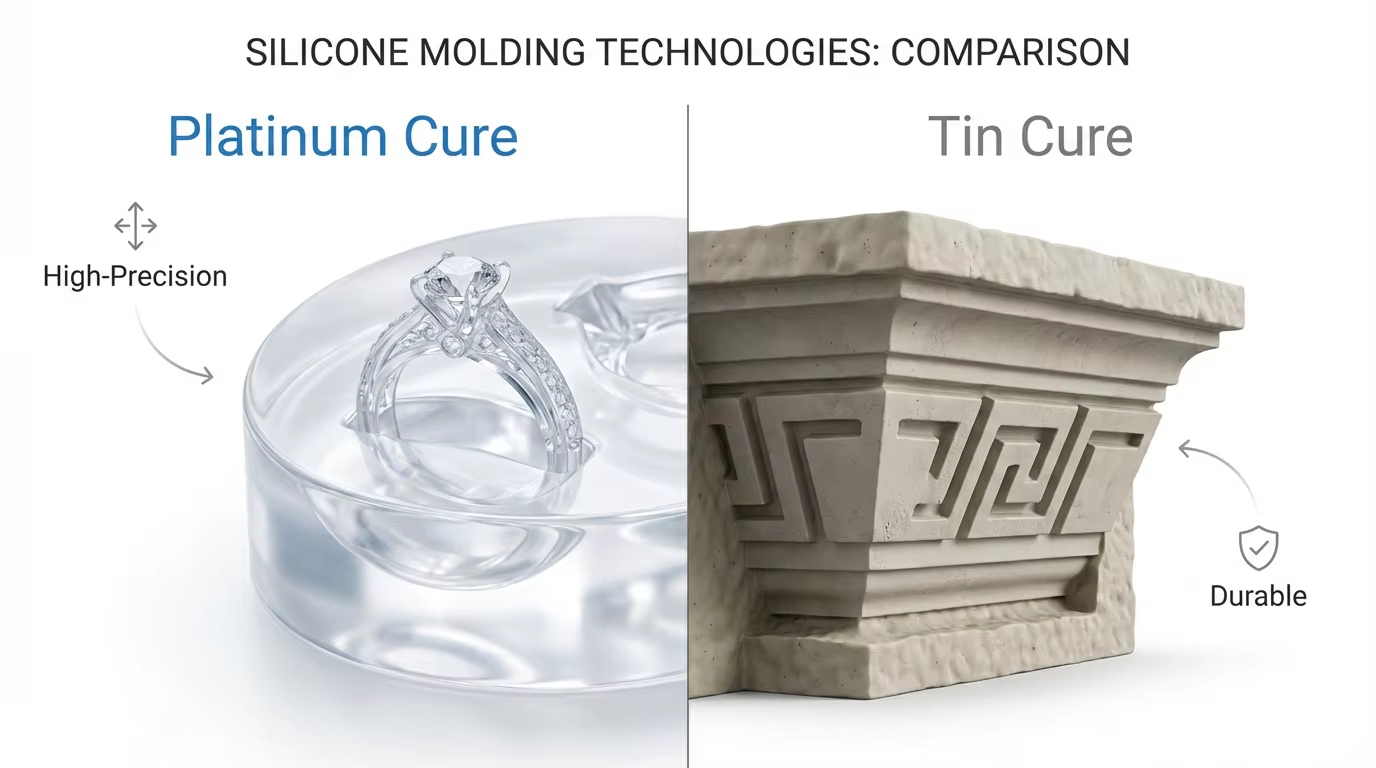
Platinkurerad silikon använder ett tvåkomponentsystem (komponent A och komponent B) som genomgår en hydrosilyleringsadditionsreaktion, vilken katalyseras av en platinkomplexkatalysator. Den avgörande egenskapen hos denna reaktion är fullständiga frånvaron av lågmolekylära biprodukter . Eftersom ingenting frigörs från materialet under eller efter korslänkningen uppvisar platinkurerad silikon nästan ingen linjär krympning (vanligtvis < 0,1 %).
Denna dimensionella beständighet är icke-förhandlingsbar för sektorer som kräver extrema toleranser, såsom precisionselektronikinkapsling, luft- och rymdfartsprototypering samt komponenter till högkvalitativa medicinska apparater. Vår livsmedels säkra platinsilikongummi för chokladgodisformar är ett utmärkt exempel på denna teknik. Certifierad enligt både FDA- och REACH-standarder behåller detta material sin fysiska integritet och kemiska inaktivitet även vid kontinuerlig termisk belastning vid 200 °C. Till skillnad från standardsilikoner blir den inte spröd eller visar upp "oljeutträdning" med tiden, vilket säkerställer att modellens dimensioner återges med mikronnoggrannhet.
Tinåterställd silikon (organotinkatalyserad) fungerar enligt en kondensationsmekanism där lågmolekylära alkoholer (till exempel etanol) frigörs när materialet stelnar. Avdunstningen av dessa flyktiga ämnen leder oundvikligen till linjär krympning i området 0,2–0,5 % under formens lagringstid. Även om den inte uppnår den absoluta precisionen hos platinsystem erbjuder tinåterställd silikon överlägsen rivstyrka och en en exceptionellt konkurrenskraftig prisnivå . I branscher såsom arkitektonisk dekoration (gipsprofiler, cementgjutningar) och massproduktion av hantverksartade resiner, där former betraktas som halvkonsumtionstillbehör, ger tinåterställningssystem en robust och kostnadseffektiv lösning för storskalig reproduktion.
När man diskuterar industriella applikationer bestämmer två parametrar användarvänligheten och den slutliga hållbarheten: Shore A Hårdhet och Viskositet .
Är "silikongiftning" eller hämning – ett fenomen där ytan på platinkatalyserad silikon förblir kladdig eller helt vätskeformig efter den angivna härdningstiden. Platinkatalysatorn är extremt känslomotiv för kemisk kontaminering från omgivningen. kundfeedback de vanligaste tekniska utmaningarna som rapporterats i
Vanliga hämmande ämnen identifierade i vårt laboratorium:
Jianghes innovation: För att minska dessa risker har vi utvecklat vår högflödesplatinasilikon för detaljerad formgivning. Genom att inkludera avancerade anti-hämmande tillsatser och stabilisera platinkomplexet säkerställer vi en ren, torr härdning även vid formgivning mot komplexa 3D-utskrivna underlag, vilket kraftigt minskar felkvoten för våra kunder.
Silikon av lägre kvalitet börjar ofta frisätta silikonolja redan efter endast 20–30 avstöpningar, vilket gör att formen blir spröd och de avstoppade delarna känns fettiga. Jianghe använder baspolymere med hög molekylvikt och låg volatilitet för att säkerställa att små molekyler förblir inlåsta i polymermatrisen. Under optimala förhållanden kan våra platina-härdade former uppnå över 500 avstöpningar, medan våra tenn-härdade former bibehåller sin prestandastabilitet även vid användning med aggressiva, starkt exoterma gjutresiner.
Som kemi- och materialkonsulter råder vi våra B2B-kunder att grundlägga sina inköpsbeslut på Totalkostnaden under hela livscykeln (TLC) för formen:
För att säkerställa konsekventa resultat över hela er tillverkningsanläggning rekommenderar vi följande professionella protokoll:
I den kemiska världen är förutsägbar materialprestanda den mest betydelsefulla kostnadsbesparingen i tillverkningen. Vid Jianghe levererar vi inte bara silikon – vi levererar den tekniska grunden för er produktionssuccé. Oavsett om ni skalar upp en hantverksstudio eller driver en global fabrikslinje står vårt team redo att tillhandahålla de prov, tekniska datablad (TDS) och det tekniska stöd som ni behöver för att lyckas.
 Senaste nyheterna
Senaste nyheterna2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology erbjuder toppklassig Epoxy AB-lim, PU-hars, UV-hars och flytande silikonummiga. Med ISO-certifierad produktion, globala certifikat och anpassade lösningar, tillhandahåller vi tillverkare och Amazon-säljare världen över.
Rum 1008, Byggnad 1, Cofco Yunjing, Martin Street, Heshui Kou Community, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Alla rättigheter förbehållna. Integritetspolicy






