Voor wie?
Fabrikanten van industriële etiketten, producenten van simulatievoedselmodellen, ingenieurs voor insluiting van glaswerk en high-end ambachtelijke ateliers die PU-hars gebruiken in hun dagelijkse productie.
In de hoge-nauwkeurigheidswereld van etiketdoming, logo-productie en simulatievoedselhandwerk is polyurethaan (PU)-hars de goudstandaard voor helderheid en duurzaamheid. Omdat PU-hars echter een zeer reactief chemisch systeem is, is het gevoelig voor omgevingsfactoren en menselijke fouten. Voor B2B-fabrikanten en high-end handwerkateliers kan één fout leiden tot een onbruikbare productiebatch.
Als toonaangevende industriële fabrikant heeft JHEpoxy deze uitgebreide probleemoplossingsgids samengesteld om u te helpen de meest voorkomende problemen bij PU-harsdoming, inkapseling en simulatievoedselhandwerk te identificeren, op te lossen en te voorkomen.
1. Het 'spons'-effect: schuimen en microbellen
Het probleem: De meest voorkomende klacht bij PU-harsprojecten is dat de hars kort na het gieten verandert in een troebel, wit schuim of duizenden minuscule microbellen bevat.
De oorzaak: Dit wordt bijna altijd veroorzaakt door vochtverontreiniging. Polyurethaan reageert heftig met water om koolstofdioxide (CO2)-gas te vormen. Zelfs een druppel zweet, hoge luchtvochtigheid (boven de 60%) of vocht in een houten roerstokje kan deze reactie op gang brengen. Daarom is vochtbeheersing de belangrijkste regel bij het werken met PU-hars.
De oplossing:

2. Het 'plakkerige' oppervlak: onvolledige uitharding en kleverigheid
Het probleem: Na 24 uur blijft het oppervlak van het koepelvormige etiket of de nepwaterweergave kleverig aanvoelen of zacht als jelly.
De oorzaak: Dit is het gevolg van een onnauwkeurige mengverhouding of onvoldoende roeren. PU-hars vereist een precieze chemische balans om de volledige Shore D-hardheid te bereiken. Als er te veel onderdeel A (isocyanaten) of onderdeel B (polyolen) aanwezig is, wordt de netwerkreactie niet correct voltooid. Zelfs een afwijking van 2% kan blijvende kleverigheid veroorzaken.
De oplossing:

3. "Visoogjes" en randterugtrekking
Het probleem: De hars trekt zich terug van de randen van een sticker of vormt kleine, ronde kraters (visoogjes) op een vlak oppervlak.
De oorzaak: Oppervlakteverontreiniging. Oliën, siliconen of was op het substraat werken als een afscheidingmiddel. Zelfs de oliën van uw vingerafdrukken kunnen ervoor zorgen dat het hars zijn hechting verliest. Dit komt vooral vaak voor bij label-doming, waarbij stickers resterende lijm of aanraaksporen kunnen bevatten.
De oplossing:

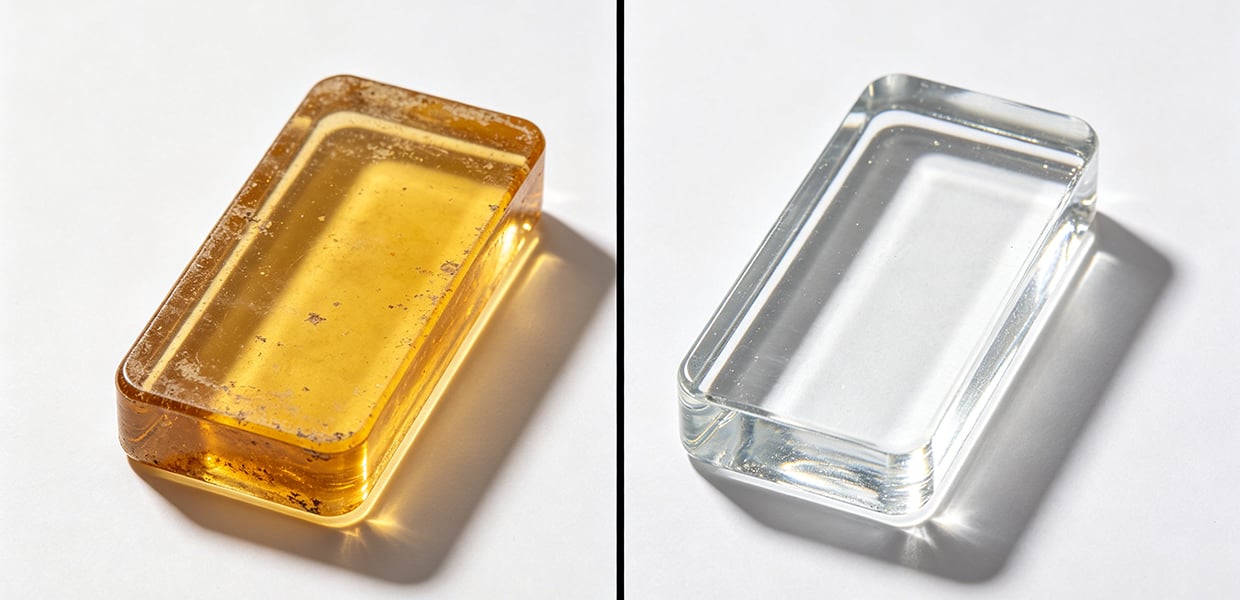
4. Vergeling na verloop van tijd
Het probleem: Een kristalhelder autologo of wijnlabel begint na enkele maanden gebruik gele of amberkleurige tinten te vertonen.
De oorzaak: UV-afbraak. Veel goedkope PU-harsen bevatten aromatische isocyanaten, die onder invloed van zonlicht afbreken. Dit is een veelvoorkomend probleem bij goedkope PU-hars-domingprojecten die blootstaan aan zonlicht via ramen of buitensituaties.
De oplossing:
5. Krimp en ontlaagging bij glaswerk
Het probleem: Bij simulatie van dranken (nepwater voor glaswerk) trekt de hars zich terug van de glaswand, waardoor een zichtbare kier of zilverkleurige lijn (ontlaagging) ontstaat.
De oorzaak: Thermische krimp. Tijdens de exotherme (warmteafgevende) reactie tijdens het uitharden expandeert de hars eerst en krimpt vervolgens bij afkoeling. Als de reactie te snel of te heet verloopt, is de krimp sterker. Dit is vooral problematisch bij het insluiten van glaswerk, omdat het stijve glas niet mee kan buigen met de hars.
De oplossing:
6. Snelle naslagtabel voor probleemoplossing
| Symptoom | Meest waarselijke oorzaak | Uw volgende stap |
| Wolkachtig schuim / belletjes | Vochtverontreiniging | Controleer de luchtvochtigheid, gebruik plastic gereedschap en verwarm het substraat vooraf op |
| Kleverig na 24 uur | Verkeerde mengverhouding of onvoldoende roeren | Gebruik een digitale weegschaal en de dubbele-bekermethode |
| Visoogjes / terugtrekking | Oppervlakteverontreiniging | Reinig met isopropylalcohol en draag handschoenen |
| Geel worden binnen weken | UV-afbraak (aromatische PU) | Overschakelen naar alifatische PU of toevoegen van een UV-blokkeraar |
| Kier aan de glasrand | Thermische krimp | Giet in dunne lagen en controleer de kamertemperatuur |
Waarom JHEpoxy voor uw PU-harsproductie?
In tegenstelling tot algemene leveranciers biedt JHEpoxy het volgende:

Conclusie
Het beheersen van PU-harsdoming, inkapseling en simulatietechnieken draait om het begrijpen van de variabelen — vochtgehalte, mengverhouding, temperatuur en UV-blootstelling. Door deze gids voor probleemoplossing te gebruiken, kunt u problemen snel diagnosticeren en uw proces aanpassen voor consistente, hoog-opbrengende productie.
Hebt u hulp nodig bij een terugkerend probleem?
Neem contact op met de technische ondersteuning van JHEpoxy voor aangepaste TDS-bladen of advies over procesoptimalisatie — of vraag een PU-harsmonster aan dat is afgestemd op uw productieomgeving.
 Actueel nieuws
Actueel nieuws2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology biedt hoogwaardige Epoxy AB-lijm, PU-hars, UV-hars en vloeibaar siliconenrubber. Met ISO-gecertificeerde productie, wereldwijde certificeringen en op maat gemaakte oplossingen, leveren wij aan fabrikanten en Amazon-verkopers wereldwijd.
Kamer 1008, Gebouw 1, Cofco Yunjing, Martinstraat, Gemeenschap Heshui Kou, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Alle rechten voorbehouden. Privacybeleid






