Für wen?
Hersteller industrieller Etiketten, Hersteller von Simulationsmodellen für Lebensmittel, Ingenieure für die Vergussverarbeitung von Glaswaren sowie hochwertige Werkstätten für Kunsthandwerk, die PU-Harz in der täglichen Produktion verwenden.
In der hochpräzisen Welt des Etiketten-Doming, der Logoproduktion und der Herstellung von simulierten Lebensmitteln ist Polyurethan-(PU-)Harz der Goldstandard für Klarheit und Haltbarkeit. Da PU-Harz jedoch ein stark reaktives chemisches System ist, reagiert es empfindlich auf Umgebungsbedingungen und menschliche Fehler. Für B2B-Hersteller und hochwertige Handwerksstudios kann bereits ein einziger Fehler zur vollständigen Verschrottung einer Produktionscharge führen.
Als führender Industriemanufacturer hat JHEpoxy diesen umfassenden Leitfaden zur Fehlersuche zusammengestellt, um Ihnen bei der Identifizierung, Behebung und Vermeidung der häufigsten Probleme beim PU-Harz-Doming, bei der Vergussanwendung und bei der Herstellung simulierter Lebensmittel zu helfen.
1. Der „Schwammeffekt“: Schaumbildung und Mikroblasen
Das Problem: Die häufigste Beschwerde bei PU-Harz-Projekten ist, dass das Harz kurz nach dem Gießen eine trübe, weiße Schaummasse bildet oder Tausende winziger Mikroblasen enthält.
Die Ursache: Dies wird fast immer durch Feuchtigkeitskontamination verursacht. Polyurethan reagiert heftig mit Wasser unter Bildung von Kohlendioxid (CO2)-Gas. Bereits ein Tropfen Schweiß, hohe Luftfeuchtigkeit (über 60 %) oder Feuchtigkeit in einem Holzrührstab können diese Reaktion auslösen. Daher ist die Kontrolle der Feuchtigkeit die wichtigste Regel beim Arbeiten mit PU-Harz.
Die Lösung:

2. Die „klebrige“ Oberfläche: Unvollständige Aushärtung und Klebrigkeit
Das Problem: Nach 24 Stunden bleibt die Oberfläche des gewölbten Etiketts oder der Attrappe einer Wasserdarstellung klebrig oder weich wie Gelee.
Die Ursache: Dies ist das Ergebnis eines ungenauen Mischverhältnisses oder einer unzureichenden Rührung. PU-Harz erfordert ein präzises chemisches Gleichgewicht, um seine volle Shore-D-Härte zu erreichen. Wenn zu viel Komponente A (Isocyanat) oder Komponente B (Polyol) vorhanden ist, läuft die Vernetzungsreaktion nicht ordnungsgemäß ab. Selbst eine Abweichung von nur 2 % kann zu einer dauerhaften Klebrigkeit führen.
Die Lösung:

3. „Fischaugen“ und Randrückzug
Das Problem: Das Harz zieht sich von den Rändern eines Aufklebers zurück oder bildet auf einer ebenen Fläche kleine, kreisförmige Vertiefungen („Fischaugen“).
Die Ursache: Oberflächenkontamination. Öle, Silikone oder Wachse auf dem Substrat wirken als Trennmittel. Selbst die Öle von Ihren Fingerabdrücken können bewirken, dass das Harz seinen Halt verliert. Dies tritt insbesondere beim Label-Doming auf, bei dem Aufkleber Rückstände von Klebstoff oder Handhabungsspuren aufweisen können.
Die Lösung:

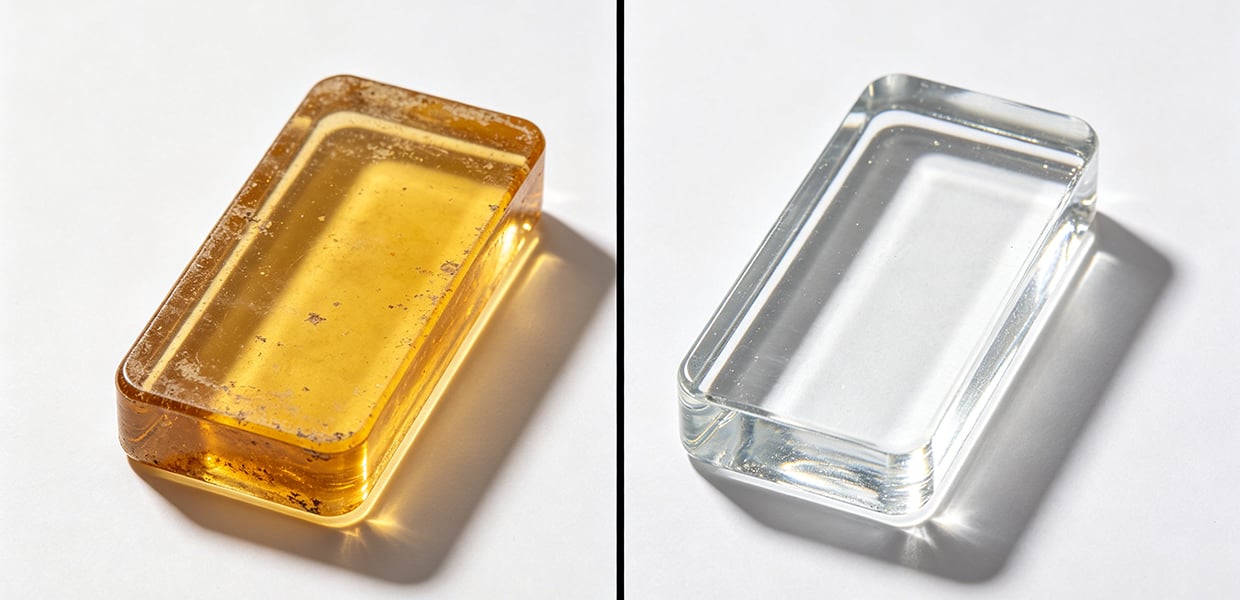
4. Vergilbung im Laufe der Zeit
Das Problem: Ein kristallklarer Auto-Logo- oder Wein-Etiketten-Aufdruck beginnt nach einigen Monaten Gebrauch eine gelbliche oder bernsteinfarbene Tönung anzunehmen.
Die Ursache: UV-Belastung. Viele preiswerte PU-Harze enthalten aromatische Isocyanate, die sich unter Sonnenlicht zersetzen. Dies ist ein häufiges Problem bei kostengünstigen PU-Harz-Doming-Anwendungen, die Fenstern oder Außenbedingungen ausgesetzt sind.
Die Lösung:
5. Schrumpfung und Delaminierung bei Glaswaren
Das Problem: Bei simulierten Getränke-Inszenierungen („künstliches Wasser“ für Glaswaren) zieht sich das Harz von der Glaswand zurück und erzeugt eine sichtbare Lücke oder eine silbrige Linie (Delaminierung).
Die Ursache: Thermische Schrumpfung. Während der exothermen (wärmeabgebenden) Aushärtungsreaktion expandiert das Harz zunächst und schrumpft anschließend beim Abkühlen. Ist die Reaktion zu schnell oder zu heiß, fällt die Schrumpfung stärker aus. Dies ist insbesondere bei der Vergussanwendung für Glaswaren problematisch, da das starre Glas sich nicht wie das Harz verformen kann.
Die Lösung:
6. Schnelle Fehlerbehebung – Referenztabelle
| Symptom | Wahrscheinlichste Ursache | Ihr nächster Schritt |
| Trübschaum / Blasen | Feuchtigkeitskontamination | Feuchtigkeit prüfen, Kunststoffwerkzeuge verwenden, Untergrund vorwärmen |
| Klebrig nach 24 h | Falsches Mischverhältnis oder unzureichendes Rühren | Digitale Waage + Doppelbecher-Methode verwenden |
| Fischaugen / Rückzug | Oberflächenkontamination | Mit Isopropylalkohol reinigen, Handschuhe tragen |
| Gelbwerden innerhalb weniger Wochen | UV-Belastung (aromatisches PU) | Wechsel zu aliphatischem PU oder Zugabe eines UV-Blockers |
| Spalt an der Glas-Kante | Thermische Schrumpfung | In dünnere Schichten gießen, Raumtemperatur kontrollieren |
Warum JHEpoxy für Ihre PU-Harz-Produktion?
Im Gegensatz zu generischen Anbietern bietet JHEpoxy:

Fazit
Die Beherrschung der PU-Harz-Doming-, Kapselungs- und Simulationsverfahren beruht auf dem Verständnis der Einflussfaktoren – Feuchtigkeit, Mischverhältnis, Temperatur und UV-Bestrahlung. Mit dieser Anleitung zur Fehlerbehebung können Sie Probleme schnell diagnostizieren und Ihren Prozess so anpassen, dass eine konsistente Produktion mit hoher Ausbeute gewährleistet ist.
Benötigen Sie Hilfe bei einem wiederkehrenden Problem?
Kontaktieren Sie den technischen Support von JHEpoxy für maßgeschneiderte Sicherheitsdatenblätter (SDB) oder Beratung zur Prozessoptimierung – oder fordern Sie eine PU-Harz-Probe an, die speziell auf Ihre Produktionsumgebung zugeschnitten ist.
 Aktuelle Nachrichten
Aktuelle Nachrichten2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology bietet hochwertigen Epoxid-AB-Kleber, PU-Harz, UV-Harz und flüssigen Silikonkautschuk. Mit ISO-zertifizierter Produktion, globalen Zertifizierungen und kundenspezifischen Lösungen beliefern wir Hersteller und Amazon-Händler weltweit.
Raum 1008, Gebäude 1, Cofco Yunjing, Martin-Straße, Heshui Kou Gemeinschaft, Guangming
Urheberrecht © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Alle Rechte vorbehalten. Datenschutzrichtlinie






