対象となるお客様は?
産業用ラベルメーカー、模擬食品モデル製造業者、ガラス製品封入エンジニア、および日常的な生産においてPU樹脂を用いるハイエンド工芸スタジオ
ラベルドーミング、ロゴ製造、模擬食品工芸などの高精度な分野において、ポリウレタン(PU)樹脂は透明性と耐久性のゴールドスタンダードです。しかし、PU樹脂は反応性の非常に高い化学系であるため、環境変数や人為的ミスに敏感です。B2Bメーカーおよびハイエンドな工房にとって、たった1つのミスが生産ロット全体の廃棄につながる可能性があります。
産業用樹脂メーカーとして業界をリードするJHEpoxy社は、PU樹脂によるドーミング、エンキャプスレーション、および模擬食品工芸で最も頻発する問題を特定・解決・予防するための包括的なトラブルシューティングガイドを編纂しました。
1. 「スポンジ」現象:発泡およびマイクロバブル
問題点:PU樹脂プロジェクトにおいて最も多く寄せられる苦情は、樹脂を流し込んだ直後に、樹脂が濁りのある白い泡状になったり、数千個もの微細なマイクロバブルを含むようになったりすることです。
原因:これはほとんど常に水分汚染によって引き起こされます。ポリウレタンは水と激しく反応し、二酸化炭素(CO2)ガスを生成します。汗の一滴、高湿度(60%以上)、あるいは木製の攪拌棒に含まれる水分でも、この反応が誘発されることがあります。そのため、ポリウレタン樹脂(PU樹脂)を取り扱う際には、水分管理が最も重要なルールとなります。
対処方法:

2. 「ベタツキ」する表面:不完全な硬化および粘着性
問題点:24時間経過後も、ドーム状ラベルやフェイクウォーター表示の表面が触るとベタつき、あるいはゼリー状に柔らかいままです。
原因:混合比率の不正確さまたは攪拌が不十分なためです。PU樹脂は、シャアD硬度を最大限に発揮するために、正確な化学的バランスを必要とします。成分A(イソシアネート)または成分B(ポリオール)のいずれかが過剰になると、架橋反応が適切に完了しません。わずか2%のずれでも、永久的なベタつきを引き起こす可能性があります。
対処方法:

3. 「フィッシュアイ」とエッジの引き剥がれ
問題点:樹脂がステッカーの端から離れて収縮したり、平面上に小さな円形のくぼみ(フィッシュアイ)を形成したりします。
原因:表面の汚染。基材上の油分、シリコン、ワックスなどが離型剤として作用します。指紋に含まれる油脂でさえ、樹脂の密着性を損なうことがあります。これは、ステッカーに残存接着剤や取扱いによる汚れがあるラベルドーミングにおいて特に多く見られます。
対処方法:

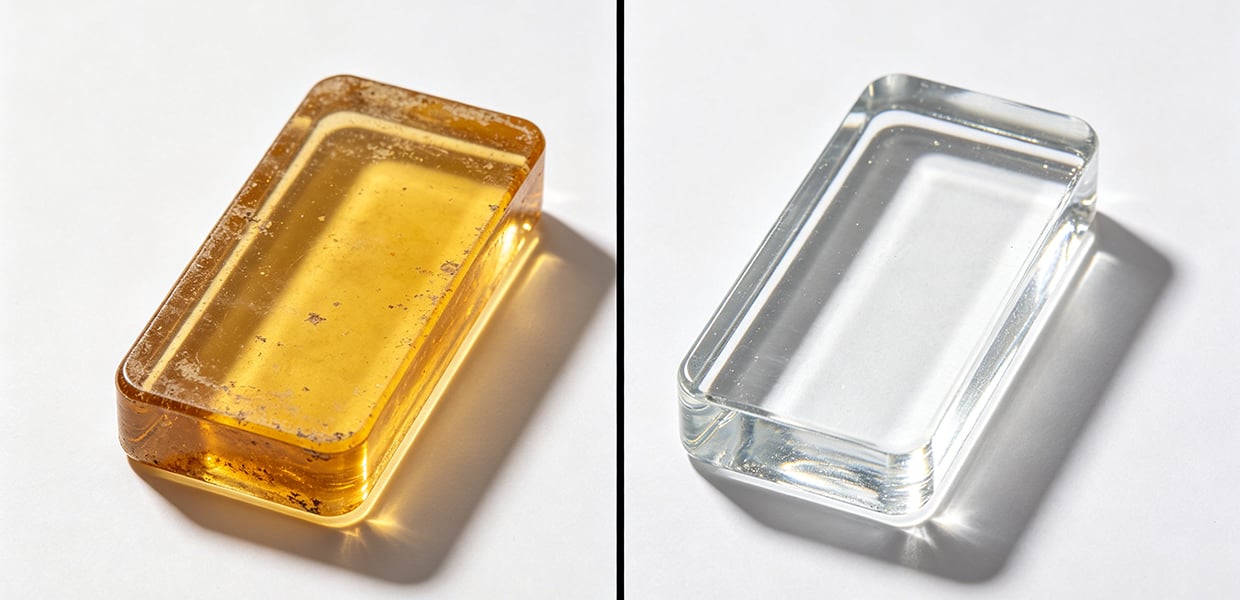
4. 経時変色(黄変)
問題点:透明度の高い自動車ロゴやワインラベルが、数か月の使用後に黄色~琥珀色に変色し始めます。
原因:紫外線(UV)劣化。安価なポリウレタン(PU)樹脂の多くは芳香族イソシアネートを含んでおり、これが日光下で分解されます。これは、窓越しや屋外環境にさらされる低コストPU樹脂ドーミング製品においてよく見られる問題です。
対処方法:
5. ガラス製品における収縮および剥離
問題点:模擬飲料クラフト(ガラス製品用の偽の水)において、樹脂がガラス壁から離れて引き離れ、目立つ隙間または銀色のライン(剥離)が生じます。
原因:熱収縮。硬化時の発熱反応(発熱反応)において、樹脂は膨張した後に冷却とともに収縮します。反応が速すぎたり、温度が高すぎたりすると、収縮がより顕著になります。これは、剛性の高いガラスが樹脂の変形に追随できないガラス製品の封入工程において特に問題となります。
対処方法:
6.迅速なトラブルシューティング参照表
| 症状 | 最も可能性の高い原因 | 次のステップ |
| 濁りのあるフォーム/気泡 | 水分汚染 | 湿度を確認し、プラスチック製ツールを使用、基材を事前に加熱 |
| 24時間経過後もベタつきがある | 混合比率が不正確、または攪拌が不十分 | デジタル秤と二重カップ法を用いる |
| フィッシュアイ/引き戻し | 表面汚染 | イソプロピルアルコールで清掃し、手袋を着用 |
| 数週間で黄変 | UV劣化(芳香族ポリウレタン) | 耐UV性の脂肪族ポリウレタンへの切り替え、またはUV遮蔽剤の添加 |
| ガラス端部の隙間 | 熱収縮率 | 薄い層で段階的に注ぎ込み、室温を制御 |
なぜPU樹脂製造にJHEpoxyを選ぶべきか?
一般向けサプライヤーとは異なり、JHEpoxyが提供するのは:

結論
PU樹脂ドーミング、エンキャプスレーション、およびシミュレーション加工をマスターするには、水分量、混合比率、温度、UV照射といった各種変数を理解することが不可欠です。本トラブルシューティングガイドを活用することで、問題を迅速に診断し、一貫性と高収率を実現するための工程を調整できます。
繰り返し発生する課題にお困りですか?
カスタマイズされたTDS(技術データシート)や工程最適化に関するアドバイスが必要な場合は、JHEpoxy技術サポートまでお問い合わせください。また、お客様の生産環境に最適化されたPU樹脂サンプルのご依頼も承ります。
 最新ニュース
最新ニュース2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
深セン・ジャンヘ新材料科技は高品質のエポキシAB接着剤、PU樹脂、UV樹脂、液体シリコーンゴムを提供しています。ISO認証取得済みの生産体制、国際認証、カスタマイズ可能なソリューションにより、世界中のメーカーおよびAmazon販売事業者にサービスを提供しています。
Copyright © 2026 深セン江河新材料科技有限公司。全著作権所有。 プライバシーポリシー






