Dành cho ai?
Các nhà sản xuất nhãn công nghiệp, các nhà tạo mô hình thực phẩm mô phỏng, kỹ sư bao phủ thủy tinh, và các xưởng thủ công cao cấp sử dụng nhựa PU trong sản xuất hàng ngày.
Trong thế giới độ chính xác cao của kỹ thuật phủ bóng nhãn hiệu (label doming), sản xuất logo và thủ công mô phỏng thực phẩm, nhựa Polyurethane (PU) là tiêu chuẩn vàng về độ trong suốt và độ bền.
Là một nhà sản xuất công nghiệp hàng đầu, JHEpoxy đã biên soạn hướng dẫn khắc phục sự cố toàn diện này nhằm giúp quý khách nhận diện, giải quyết và phòng ngừa các vấn đề phổ biến nhất khi sử dụng nhựa PU trong kỹ thuật phủ bóng nhãn hiệu (doming), bao bọc (encapsulation) và thủ công mô phỏng thực phẩm.
1. Hiện tượng "xốp": Bọt khí và bong bóng vi mô
Vấn đề: Phàn nàn phổ biến nhất trong các dự án sử dụng nhựa PU là nhựa trở nên đục, có màu trắng như bọt hoặc xuất hiện hàng ngàn bong bóng vi mô ngay sau khi đổ khuôn.
Nguyên nhân: Đây gần như luôn luôn do nhiễm ẩm gây ra. Polyurethane phản ứng mạnh với nước để tạo ra khí carbon dioxide (CO2). Ngay cả một giọt mồ hôi, độ ẩm cao (trên 60%) hoặc độ ẩm còn sót lại trên que khuấy bằng gỗ cũng có thể kích hoạt phản ứng này. Vì vậy, kiểm soát độ ẩm là quy tắc số một khi làm việc với nhựa PU.
Cách khắc phục:

2. Bề mặt "dính": Đông cứng không hoàn toàn và hiện tượng dính tay
Vấn đề: Sau 24 giờ, bề mặt nhãn nổi hoặc mô phỏng hiệu ứng nước vẫn còn dính tay hoặc mềm như thạch.
Nguyên nhân: Đây là kết quả của tỷ lệ pha trộn không chính xác hoặc khuấy chưa đủ. Nhựa PU yêu cầu sự cân bằng hóa học chính xác để đạt được độ cứng Shore D tối đa. Nếu có quá nhiều thành phần A (Isocyanate) hoặc thành phần B (Polyol), phản ứng tạo liên kết chéo sẽ không hoàn tất đúng cách. Ngay cả sai lệch 2% cũng có thể gây ra hiện tượng dính dai vĩnh viễn.
Cách khắc phục:

3. Hiện tượng "mắt cá" và co rút ở mép
Vấn đề: Nhựa bị co lại khỏi các mép của nhãn dán hoặc hình thành những vết lõm tròn nhỏ (gọi là "mắt cá") trên bề mặt phẳng.
Nguyên nhân: Nhiễm bẩn bề mặt. Dầu, silicone hoặc sáp trên vật liệu nền hoạt động như một chất giải phóng. Ngay cả dầu từ dấu vân tay của bạn cũng có thể khiến nhựa epoxy mất độ bám dính. Vấn đề này đặc biệt phổ biến trong kỹ thuật phủ bóng nhãn (label doming), khi các nhãn dán có thể còn dư keo hoặc dấu tay do thao tác.
Cách khắc phục:

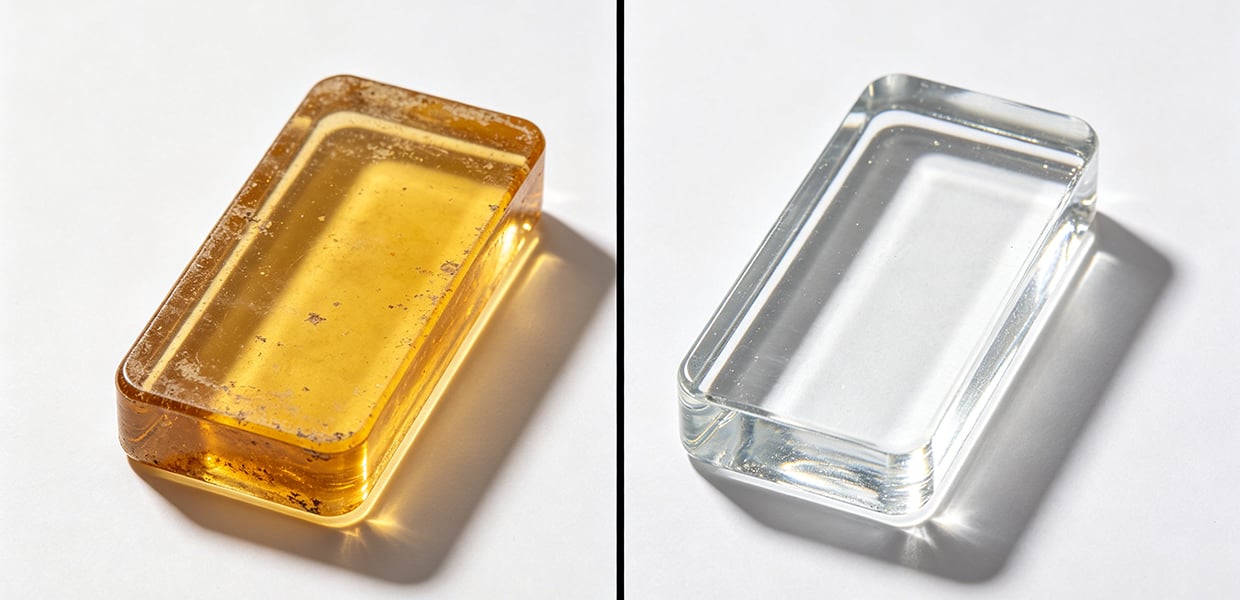
4. Hiện tượng ngả vàng theo thời gian
Vấn đề: Một logo xe hơi trong suốt như pha lê hoặc nhãn rượu bắt đầu ngả sang màu vàng hoặc hổ phách sau vài tháng sử dụng.
Nguyên nhân: Phân hủy do tia UV. Nhiều loại nhựa PU giá rẻ sử dụng isocyanate thơm, vốn bị phân hủy dưới ánh sáng mặt trời. Đây là vấn đề phổ biến trong các dự án phủ bóng nhãn bằng nhựa PU chi phí thấp khi được đặt ở nơi có cửa sổ hoặc ngoài trời.
Cách khắc phục:
5. Co ngót và bong lớp trong đồ thủy tinh
Vấn đề: Trong các sản phẩm mô phỏng đồ uống (nước giả dùng cho đồ thủy tinh), nhựa bị co lại và tách khỏi thành thủy tinh, tạo ra khe hở rõ ràng hoặc đường viền bạc (bong lớp).
Nguyên nhân: Co ngót do nhiệt. Trong phản ứng tỏa nhiệt (phản ứng giải phóng nhiệt) khi đóng rắn, nhựa ban đầu giãn nở rồi sau đó co lại khi nguội. Nếu phản ứng diễn ra quá nhanh hoặc quá nóng, hiện tượng co ngót sẽ trở nên nghiêm trọng hơn. Vấn đề này đặc biệt nghiêm trọng trong việc bao bọc đồ thủy tinh, vì thủy tinh cứng nhắc không thể uốn cong theo sự co giãn của nhựa.
Cách khắc phục:
6. Bảng tra cứu nhanh để xử lý sự cố
| Triệu chứng | Nguyên nhân Có Khả Năng Cao Nhất | Bước Tiếp Theo Của Bạn |
| Xốp đục / bọt khí | Nhiễm ẩm | Kiểm tra độ ẩm, sử dụng dụng cụ bằng nhựa, làm nóng sơ bộ bề mặt nền |
| Còn dính sau 24 giờ | Tỷ lệ trộn sai hoặc khuấy không đều | Sử dụng cân kỹ thuật số kết hợp phương pháp đong hai lần |
| Vết cá mắt / co rút | Bề mặt bị nhiễm bẩn | Làm sạch bằng cồn isopropyl, đeo găng tay |
| Vàng hóa trong vài tuần | Suy giảm do tia UV (PU thơm) | Chuyển sang PU aliphatic hoặc thêm chất chặn tia UV |
| Khe hở ở mép kính | Co ngót nhiệt | Đổ lớp mỏng hơn, kiểm soát nhiệt độ phòng |
Tại sao nên chọn JHEpoxy cho sản xuất nhựa PU của bạn?
Khác với các nhà cung cấp chung chung, JHEpoxy cung cấp:

Kết luận
Làm chủ các kỹ thuật phủ nhựa PU (doming), bao bọc (encapsulation) và mô phỏng đòi hỏi việc hiểu rõ các yếu tố ảnh hưởng — độ ẩm, tỷ lệ pha trộn, nhiệt độ và cường độ chiếu xạ tia UV. Nhờ sử dụng tài liệu hướng dẫn khắc phục sự cố này, bạn có thể chẩn đoán nhanh chóng các vấn đề phát sinh và điều chỉnh quy trình sản xuất nhằm đảm bảo tính ổn định và năng suất cao.
Bạn cần hỗ trợ giải quyết một vấn đề tái diễn?
Liên hệ bộ phận hỗ trợ kỹ thuật JHEpoxy để nhận bảng dữ liệu kỹ thuật (TDS) tùy chỉnh hoặc tư vấn tối ưu hóa quy trình — hoặc yêu cầu mẫu nhựa PU được thiết kế riêng cho môi trường sản xuất của bạn.
 Tin nóng
Tin nóng2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology cung cấp keo Epoxy AB, nhựa PU, nhựa UV và cao su silicon lỏng chất lượng cao. Với quy trình sản xuất đạt chứng nhận ISO, các chứng chỉ quốc tế và các giải pháp tùy chỉnh, chúng tôi phục vụ các nhà sản xuất và người bán trên Amazon trên toàn thế giới.
Phòng 1008, Tòa nhà 1, Cofco Yunjing, Đường Martin, Khu dân cư Heshui Kou, Guangming
Bản quyền © 2026 thuộc về Công ty TNHH Công nghệ Vật liệu Mới Thâm Quyến Giang Hợp. Bảo lưu mọi quyền. Chính sách bảo mật






