Para kanino?
Mga tagagawa ng industriyal na label, mga gumagawa ng modelo ng pagkain para sa simulasyon, mga inhinyero sa encapsulation ng salamin, at mga high-end na workshop ng sining na gumagamit ng PU resin sa araw-araw na produksyon.
Sa mataas na kahusayan na mundo ng label doming, paggawa ng logo, at mga sining na nagpapanggap na pagkain, ang Polyurethane (PU) Resin ang gold standard para sa kalinawan at tibay. Gayunpaman, dahil ang PU resin ay isang lubhang reaktibong kemikal na sistema, ito ay sensitibo sa mga variable ng kapaligiran at sa pagkakamali ng tao. Para sa mga tagagawa na B2B at mga de-kalidad na studio ng sining, isang simpleng pagkakamali lamang ang maaaring magdulot ng nasirang batch ng produksyon.
Bilang isang nangungunang pang-industriya na tagagawa, ang JHEpoxy ay nagtipon ng komprehensibong gabay sa pagtutuli ng problema na ito upang tulungan kayong kilalanin, lutasin, at pigilan ang pinakakaraniwang mga isyu sa PU resin doming, encapsulation, at mga sining na nagpapanggap na pagkain.
1. Ang "Sponge" na Epekto: Pagbubuo ng Haba at Mikro-Bubbles
Ang Problema: Ang pinakakaraniwang reklamo sa mga proyekto ng PU resin ay ang pagkabulok ng resin at pagiging madilim na puting foam o ang pagkakaroon ng libu-libong maliit na mikro-bubbles nang maagang pagkatapos ilagay.
Ang Sanhi: Ito ay halos laging dulot ng Kontaminasyon ng Kalamigan. Ang polyurethane ay kumikilos nang agresibo sa tubig upang makabuo ng gas na Carbon Dioxide (CO2). Kahit isang patak ng pawis, mataas na kahalumigmigan (higit sa 60%), o kahit konting kalamigan sa kahoy na kutsara ay maaaring mag-trigger ng reaksyon na ito. Dahil dito, ang kontrol sa kalamigan ang pinakamahalagang patakaran kapag gumagamit ng PU resin.
Ang Solusyon:

2. Ang "Nakakalagkit" na Ibabaw: Hindi Kumpletong Pagkatunaw at Pagkakalagkit
Ang Problema: Pagkalipas ng 24 na oras, ang ibabaw ng domed label o ng imitasyong display ng tubig ay nananatiling nakakalagkit sa paghipo o malambot na parang gel.
Ang Sanhi: Ito ay bunga ng hindi tumpak na ratio ng paghalo o hindi sapat na paghalo. Ang PU resin ay nangangailangan ng tiyak na balanseng kimikal upang makamit ang buong Shore D hardness nito. Kung masyadong marami ang Bahagi A (Isocyanate) o Bahagi B (Polyol), ang reaksyon ng cross-linking ay hindi magiging kumpleto nang maayos. Kahit ang 2% na pagkakaiba ay maaaring magdulot ng permanenteng pandikit.
Ang Solusyon:

3. "Mga Mata ng Isda" at Pag-uupod sa Gilid
Ang Problema: Ang resin ay umuupod mula sa mga gilid ng isang sticker o bumubuo ng maliit na bilog na mga kabaong (mga mata ng isda) sa patag na ibabaw.
Ang Sanhi: Kontaminasyon sa ibabaw. Ang mga langis, silicone, o beeswax sa substrate ay kumikilos bilang isang release agent. Kahit ang mga langis mula sa mga daliri mo ay maaaring magdulot ng pagkawala ng grip ng resin. Lalo itong karaniwan sa label doming kung saan ang mga sticker ay maaaring may natitirang pandikit o mga marka mula sa paghawak.
Ang Solusyon:

4. Pagkakaliit sa Paglipas ng Panahon
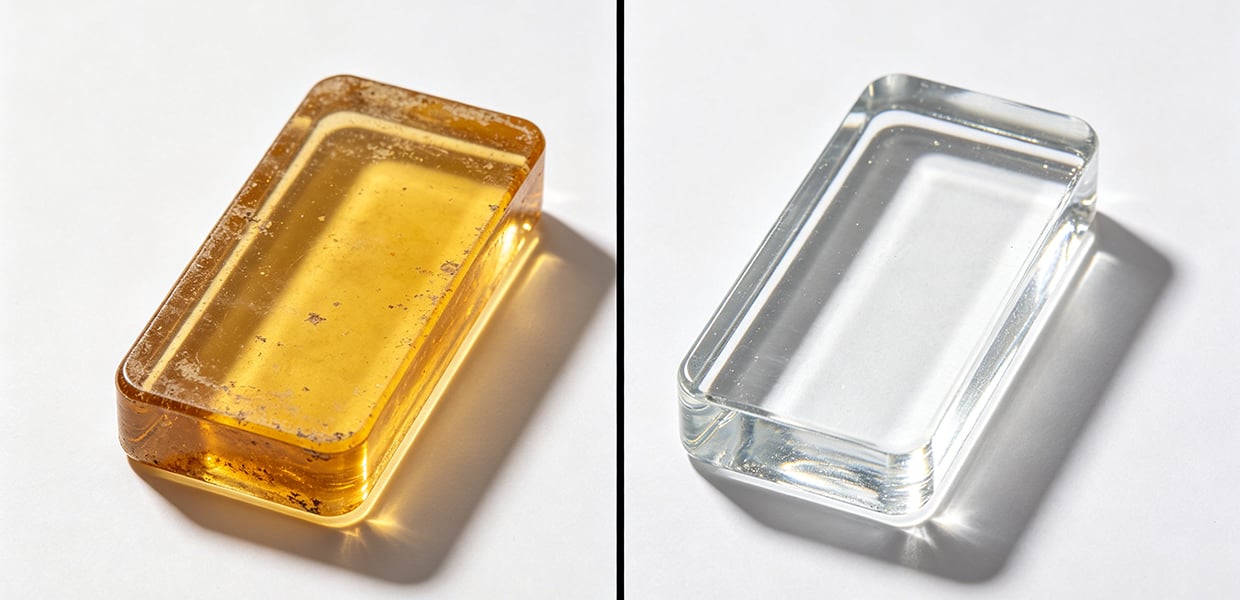
Ang Problema: Isang kristal na malinaw na logo ng kotse o label ng alak ay unti-unting nagiging dilaw o amber pagkalipas ng ilang buwan ng paggamit.
Ang Sanhi: Degradasyon dahil sa UV. Maraming murang PU resin ang gumagamit ng aromatic isocyanates, na nababaho sa ilalim ng sinag ng araw. Ito ay isang karaniwang isyu sa mga muraang proyekto ng PU resin doming na nakalantad sa bintana o sa labas.
Ang Solusyon:
5. Pagkontrakt at Delamination sa Glassware
Ang Problema: Sa mga simulation na beverage crafts (peke na tubig para sa glassware), ang resin ay umiihi mula sa pader ng salamin, na lumilikha ng nakikitang puwang o pilak na guhit (delamination).
Ang Sanhi: Thermal Shrinkage. Habang nangyayari ang exothermic (nagpapalabas ng init) na reaksyon ng curing, ang resin ay lumalawak at kumukontrakt habang lumalamig. Kung sobrang mabilis o mainit ang reaksyon, mas malaki ang kontraktasyon. Lalo itong problema sa glassware encapsulation kung saan ang matigas na salamin ay hindi kayang umunlad kasama ang resin.
Ang Solusyon:
6. Mabilis na Sanggunian sa Paglutas ng Problema
| Sintomas | Pinakamalaking Dahilan | Susunod Mong Hakbang |
| Ulap-ulpung foam / mga bula | Pang-aabuso ng kahalumigmigan | Suriin ang kahalumigan, gamitin ang mga plastik na kasangkapan, i-pre-heat ang substrate |
| Nakakalagnat pa pagkalipas ng 24 oras | Mali ang ratio ng paghalo o mahinang paghalo | Gamitin ang digital na timbangan at paraan ng double-cup |
| Fish-eyes / pull-back | Pangibabaw na kontaminasyon | Linisin gamit ang isopropyl alcohol, suotin ang mga guwantes |
| Pangkabuuang pagkakalantad sa dilaw sa loob ng mga linggo | Degradasyon dahil sa UV (aromatic PU) | Lipat sa aliphatic PU o magdagdag ng UV blocker |
| Bukas sa gilid ng salamin | Pangunahing Pagkontrakt ng Init | Ilagay sa mas manipis na mga layer, kontrolin ang temperatura ng silid |
Bakit JHEpoxy para sa iyong produksyon ng PU Resin?
Hindi tulad ng pangkalahatang mga tagapag-suplay, ang JHEpoxy ay nagbibigay ng:

Kongklusyon
Ang pagpapakatatag ng kasanayan sa PU resin doming, encapsulation, at simulation ay nasa pag-unawa sa mga variable — kahalumigmigan, ratio ng paghalo, temperatura, at eksposur sa UV. Sa pamamagitan ng paggamit ng gabay sa paglutas ng mga problema na ito, maaari mong agad na matukoy ang mga problema at i-adjust ang iyong proseso para sa pare-parehong produksyon na may mataas na yield.
Kailangan mo ba ng tulong sa isang paulit-ulit na isyu?
Makipag-ugnayan sa JHEpoxy technical support para sa mga pasadyang TDS sheet o payo sa optimisasyon ng proseso — o humiling ng sample ng PU resin na naaayon sa iyong kapaligiran sa produksyon.
 Balitang Mainit
Balitang Mainit2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Ang Shenzhen Jianghe New Materials Technology ay nag-aalok ng de-kalidad na Epoxy AB Glue, PU Resin, UV Resin, at Liquid Silicone Rubber. Kasama ang produksyon na may sertipikasyon ng ISO, global na mga sertipikasyon, at mga pasadyang solusyon, kami ay naglilingkod sa mga tagagawa at mga nagbebenta sa Amazon sa buong mundo.
Room 1008, Building 1, Cofco Yunjing, Martin Street, Heshui Kou Community, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Lahat ng karapatan ay nakareserba. Patakaran sa Pagkakapribado






