Pour qui ?
Fabricants d’étiquettes industrielles, fabricants de maquettes alimentaires, ingénieurs spécialisés dans l’encapsulation de verrerie, et ateliers artisanaux haut de gamme utilisant des résines PU dans leur production quotidienne.
Dans le monde de la haute précision de la surépaisseur d'étiquettes, de la fabrication de logos et de l'artisanat de nourriture simulée, la résine polyuréthane (PU) constitue la référence en matière de clarté et de durabilité. Toutefois, comme il s'agit d'un système chimique très réactif, la résine PU est sensible aux variations environnementales et aux erreurs humaines. Pour les fabricants B2B et les ateliers artisanaux haut de gamme, une seule erreur peut entraîner la perte d’un lot de production.
En tant que fabricant industriel de premier plan, JHEpoxy a élaboré ce guide complet de dépannage afin de vous aider à identifier, résoudre et prévenir les problèmes les plus courants rencontrés lors de la surépaisseur, de l’encapsulation et de la réalisation d’artisanats alimentaires simulés à base de résine PU.
1. L’effet « éponge » : formation d’écume et de microbulles
Le problème : La plainte la plus fréquente dans les projets utilisant de la résine PU est la transformation de celle-ci en une écume trouble et blanchâtre ou la présence de milliers de microbulles peu après le coulage.
La cause : Cela est presque toujours dû à une contamination par l'humidité. Le polyuréthane réagit violemment avec l'eau pour produire du dioxyde de carbone (CO2). Même une simple goutte de sueur, une humidité élevée (supérieure à 60 %) ou de l'humidité présente sur une baguette en bois utilisée pour mélanger peuvent déclencher cette réaction. C’est pourquoi la maîtrise de l’humidité constitue la règle n° 1 lors de la manipulation de la résine PU.
La solution :

2. Surface « collante » : Durcissement incomplet et aspect collant
Le problème : Après 24 heures, la surface de l’étiquette bombée ou de l’affichage « eau factice » reste collante au toucher ou molle comme de la gélatine.
La cause : Il s'agit d'un ratio de mélange inexact ou d'un malaxage insuffisant. La résine polyuréthane (PU) nécessite un équilibre chimique précis pour atteindre sa dureté Shore D maximale. Si la proportion de composant A (isocyanate) ou de composant B (polyol) est trop élevée, la réaction de réticulation ne s’achèvera pas correctement. Même un écart de 2 % peut provoquer une collance permanente.
La solution :

3. « Yeux de poisson » et retrait aux bords
Le problème : La résine se retire des bords d’une étiquette ou forme de petites cratères circulaires (« yeux de poisson ») sur une surface plane.
La cause : contamination de la surface. Les huiles, les silicones ou les cires présentes sur le substrat agissent comme des agents démoulants. Même les huiles provenant des empreintes digitales peuvent faire perdre à la résine son adhérence. Ce phénomène est particulièrement fréquent dans le doming d’étiquettes, où les autocollants peuvent conserver des résidus d’adhésif ou des traces de manipulation.
La solution :

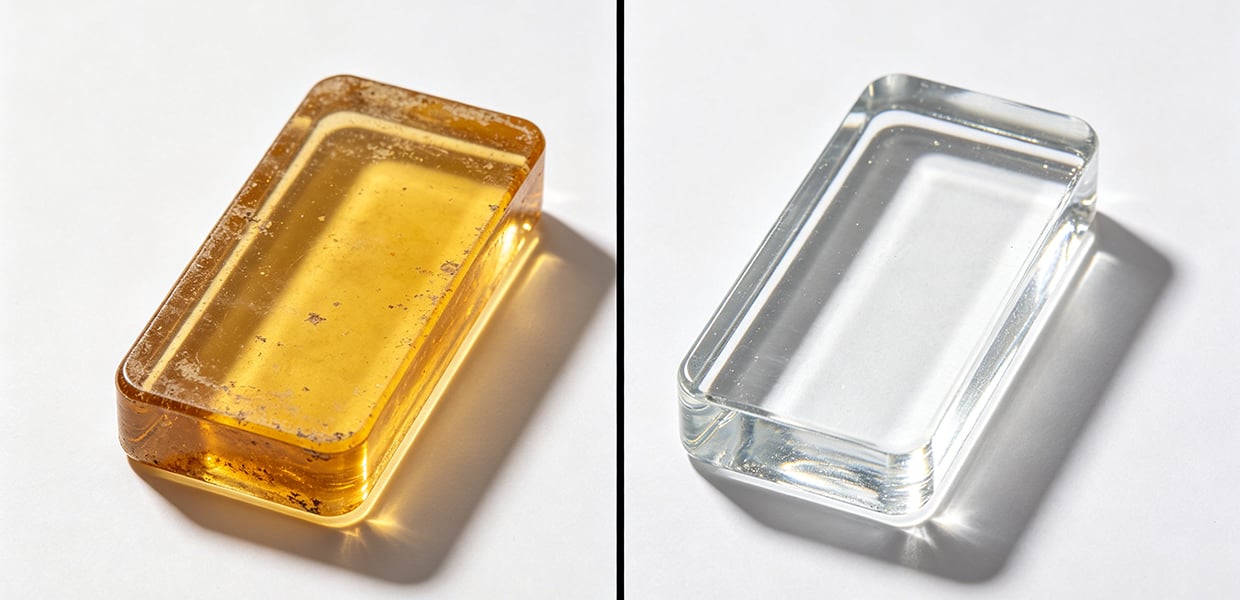
4. Jaunissement au fil du temps
Le problème : un logo automobile ou une étiquette de vin parfaitement transparents commencent à prendre une teinte jaunâtre ou ambrée après quelques mois d’utilisation.
La cause : dégradation par les UV. De nombreuses résines PU bon marché utilisent des isocyanates aromatiques, qui se dégradent sous l’effet de la lumière solaire. Il s’agit d’un problème courant dans les projets de doming à base de résine PU peu coûteuse exposés à la lumière traversant des fenêtres ou aux conditions extérieures.
La solution :
5. Rétraction et délaminage dans les verres
Le problème : Dans les reproductions artisanales de boissons (eau factice pour verres), la résine se rétracte des parois du verre, créant un espace visible ou une ligne argentée (délaminage).
La cause : Rétraction thermique. Lors de la réaction exothermique (libérant de la chaleur) de polymérisation, la résine se dilate puis se rétracte en refroidissant. Si la réaction est trop rapide ou trop chaude, la rétraction est plus marquée. Ce phénomène est particulièrement problématique lors de l'encapsulation de verres, car le verre rigide ne peut pas se déformer pour suivre la rétraction de la résine.
La solution :
6. Tableau rapide de dépannage
| Symptôme | Cause la plus probable | Votre prochaine étape |
| Mousse trouble / bulles | Contamination par l'humidité | Vérifiez l’humidité, utilisez des outils en plastique, préchauffez le substrat |
| Collant après 24 h | Ratio de mélange incorrect ou mélange insuffisant | Utilisez une balance numérique + méthode du double récipient |
| Yeux de poisson / retrait | Contamination de surface | Nettoyez avec de l’alcool isopropylique, portez des gants |
| Jaunissement en quelques semaines | Dégradation UV (polyuréthane aromatique) | Passer à un polyuréthane aliphatique ou ajouter un bloqueur UV |
| Fente au bord du verre | Rétrécissement thermique | Verser en couches plus fines, contrôler la température ambiante |
Pourquoi choisir JHEpoxy pour votre production de résine PU ?
Contrairement aux fournisseurs génériques, JHEpoxy propose :

Conclusion
Maîtriser les techniques de doming, d’encapsulation et de simulation à base de résine PU consiste à bien comprendre les variables en jeu — humidité, rapport de mélange, température et exposition aux UV. Grâce à ce guide de dépannage, vous pouvez diagnostiquer rapidement les problèmes et ajuster votre procédure afin d’assurer une production constante et à haut rendement.
Vous rencontrez un problème récurrent ?
Contactez le support technique JHEpoxy pour obtenir des fiches techniques (TDS) personnalisées ou des conseils d’optimisation de procédé — ou demandez un échantillon de résine PU adapté à votre environnement de production.
 Actualités en vedette
Actualités en vedette2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology propose de la colle époxy AB, de la résine PU, de la résine UV et du caoutchouc silicone liquide de haute qualité. Forts d'une production certifiée ISO, de certifications internationales et de solutions personnalisables, nous accompagnons des fabricants et vendeurs Amazon du monde entier.
Salle 1008, Bâtiment 1, Cofco Yunjing, Rue Martin, Communauté Heshui Kou, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Tous droits réservés. Politique de confidentialité






