¿Para quién?
Fabricantes industriales de etiquetas, creadores de modelos simulados de alimentos, ingenieros especializados en encapsulación de cristalería y estudios artesanales de alta gama que utilizan resina de poliuretano (PU) en su producción diaria.
En el mundo de alta precisión de la impresión en relieve de etiquetas, la fabricación de logotipos y las artesanías de alimentos simulados, la resina de poliuretano (PU) es el estándar de oro en cuanto a claridad y durabilidad. Sin embargo, como la resina PU es un sistema químico altamente reactivo, es sensible a las variables ambientales y a los errores humanos. Para los fabricantes B2B y los estudios artesanales de gama alta, un solo error puede provocar la pérdida completa de un lote de producción.
Como fabricante industrial líder, JHEpoxy ha elaborado esta guía integral de resolución de problemas para ayudarle a identificar, solucionar y prevenir los problemas más comunes en los procesos de impresión en relieve, encapsulado y artesanías de alimentos simulados con resina PU.
1. El efecto «esponja»: formación de espuma y microburbujas
El problema: La queja más frecuente en los proyectos con resina PU es que la resina se transforma en una espuma turbia y blanca o contiene miles de microburbujas diminutas poco después de verterla.
La causa: Esto se debe casi siempre a la contaminación por humedad. El poliuretano reacciona de forma agresiva con el agua para producir dióxido de carbono (CO2) en forma de gas. Incluso una gota de sudor, una alta humedad (superior al 60 %) o humedad presente en una varilla de madera para mezclar pueden desencadenar esta reacción. Por ello, el control de la humedad es la regla número uno al trabajar con resina de poliuretano.
La solución:

2. Superficie «pegajosa»: curado incompleto y tacto pegajoso
El problema: Tras 24 horas, la superficie de la etiqueta abovedada o de la exhibición simulada de agua sigue siendo pegajosa al tacto o blanda como una gelatina.
La causa: Esto es consecuencia de una proporción de mezcla inexacta o una agitación insuficiente. La resina de poliuretano (PU) requiere un equilibrio químico preciso para alcanzar su dureza completa según la escala Shore D. Si hay demasiada parte A (isocianato) o parte B (poliol), la reacción de reticulación no se completará adecuadamente. Incluso una desviación del 2 % puede provocar una pegajosidad permanente.
La solución:

3. «Ojos de pez» y retracción en los bordes
El problema: La resina se retira de los bordes de una etiqueta o forma pequeños cráteres circulares («ojos de pez») sobre una superficie plana.
La causa: contaminación superficial. Los aceites, siliconas o ceras presentes en el sustrato actúan como agentes desmoldantes. Incluso los aceites de las huellas dactilares pueden hacer que la resina pierda adherencia. Este problema es especialmente frecuente en el encapsulado de etiquetas (doming), donde las pegatinas pueden tener restos de adhesivo o marcas por manipulación.
La solución:

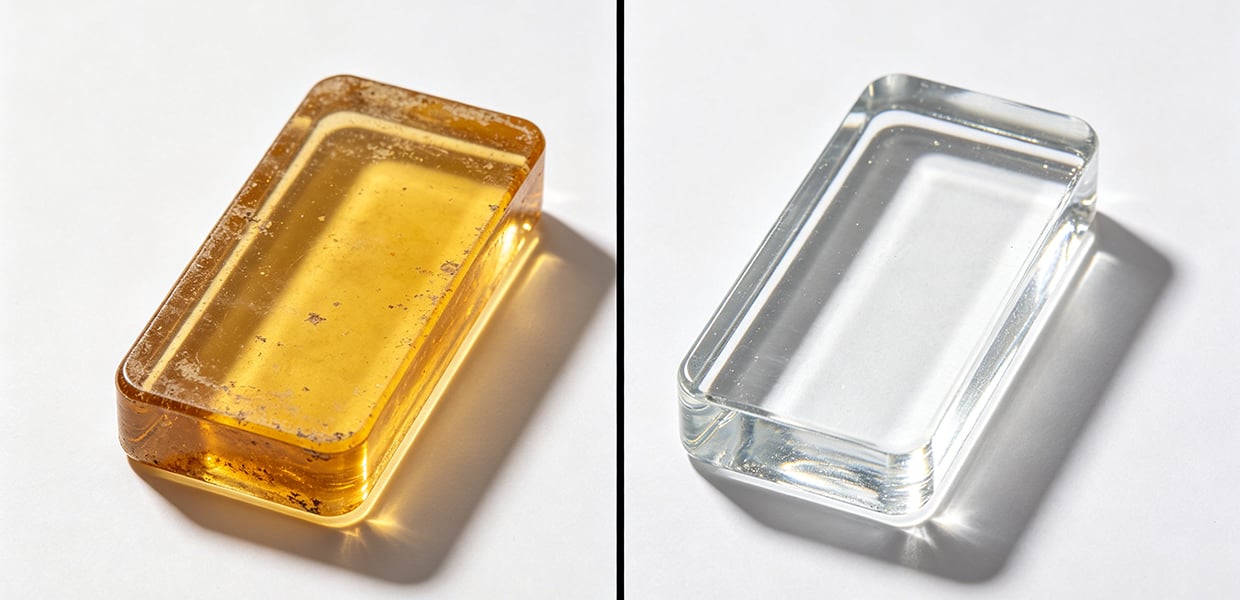
4. Amarilleo con el tiempo
El problema: un logotipo automovilístico o una etiqueta de vino cristalinos comienzan a adquirir un tono amarillento o ámbar tras varios meses de uso.
La causa: degradación por UV. Muchas resinas de poliuretano (PU) económicas contienen isocianatos aromáticos, que se descomponen bajo la acción de la luz solar. Este es un problema habitual en proyectos de encapsulado (doming) con resinas de PU de bajo costo expuestos a ventanas o condiciones exteriores.
La solución:
5. Contracción y deslamación en cristalería
El problema: En las simulaciones de bebidas (agua falsa para cristalería), la resina se separa de la pared de vidrio, creando una brecha visible o una línea plateada (deslamación).
La causa: Contracción térmica. Durante la reacción exotérmica (que libera calor) de curado, la resina se expande y luego se contrae al enfriarse. Si la reacción es demasiado rápida o demasiado caliente, la contracción resulta más pronunciada. Este fenómeno es especialmente problemático en la encapsulación de cristalería, donde el vidrio rígido no puede flexionarse junto con la resina.
La solución:
6. Tabla rápida de referencia para solución de problemas
| Síntoma | Causa más probable | Su próximo paso |
| Espuma turbia / burbujas | Contaminación por humedad | Verifique la humedad, use herramientas de plástico y precaliente el sustrato |
| Superficie pegajosa tras 24 h | Proporción de mezcla incorrecta o agitación deficiente | Use una balanza digital y el método de doble recipiente |
| Ojos de pez / retracción | Contaminación Superficial | Limpie con alcohol isopropílico y use guantes |
| Amarilleo en cuestión de semanas | Degradación por UV (PU aromático) | Cambiar a PU alifático o añadir un bloqueador de UV |
| Hueco en el borde del vidrio | Contracción térmica | Verter en capas más finas y controlar la temperatura ambiente |
¿Por qué JHEpoxy para su producción de resina de PU?
A diferencia de proveedores genéricos, JHEpoxy ofrece:

Conclusión
Dominar las técnicas de recubrimiento en resina de poliuretano (PU), encapsulación y simulación consiste en comprender las variables: humedad, proporción de mezcla, temperatura y exposición a la luz UV. Al utilizar esta guía de solución de problemas, podrá diagnosticar los inconvenientes rápidamente y ajustar su proceso para lograr una producción constante y de alto rendimiento.
¿Necesita ayuda con un problema recurrente?
Póngase en contacto con el soporte técnico de JHEpoxy para obtener fichas técnicas (TDS) personalizadas o asesoramiento sobre la optimización de procesos, o solicite una muestra de resina de PU adaptada a su entorno de producción.
 Noticias de actualidad
Noticias de actualidad2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology ofrece adhesivo epoxi AB, resina PU, resina UV y caucho de silicona líquida de alta calidad. Con producción certificada por ISO, certificaciones internacionales y soluciones personalizables, atendemos a fabricantes y vendedores de Amazon en todo el mundo.
Habitación 1008, Edificio 1, Cofco Yunjing, Calle Martin, Comunidad Heshui Kou, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Todos los derechos reservados. Política de privacidad






