Collegamenti rapidi
Per chi?
Produttori industriali di etichette, creatori di modelli simulati di alimenti, ingegneri specializzati nell’incapsulamento di oggetti in vetro e studi artigianali di alta gamma che utilizzano la resina PU nella produzione quotidiana.
Nel mondo ad alta precisione della domatura di etichette, della produzione di loghi e dell’arte artigianale di simulazione alimentare, la resina poliuretanica (PU) rappresenta lo standard aureo per chiarezza e durata. Tuttavia, poiché la resina PU è un sistema chimico altamente reattivo, è sensibile alle variabili ambientali e agli errori umani. Per i produttori B2B e gli studi artigianali di alto livello, un singolo errore può compromettere l’intero lotto di produzione.
In quanto principale produttore industriale, JHEpoxy ha redatto questa guida completa per la risoluzione dei problemi, al fine di aiutarvi a identificare, risolvere e prevenire i difetti più comuni riscontrati nella domatura, nell’incapsulamento e nelle creazioni artigianali di simulazione alimentare con resina PU.
1. Effetto "spugna": formazione di schiuma e microbolle
Il problema: La lamentela più frequente nei progetti con resina PU è che la resina diventa una schiuma opaca e bianca o presenta migliaia di minuscole microbolle poco dopo la colata.
La causa: Questo è quasi sempre causato da contaminazione da umidità. Il poliuretano reagisce in modo aggressivo con l'acqua producendo anidride carbonica (CO2). Anche una semplice goccia di sudore, un'umidità elevata (superiore al 60%) o umidità presente su un bastoncino di legno utilizzato per mescolare possono innescare questa reazione. È per questo che il controllo dell'umidità è la regola numero uno quando si lavora con resine PU.
La soluzione:

2. La superficie "appiccicosa": Polimerizzazione incompleta e appiccicosità
Il problema: Dopo 24 ore, la superficie dell'etichetta a cupola o della riproduzione di acqua rimane appiccicosa al tatto o morbida come gelatina.
La causa: Questo è il risultato di un rapporto di miscelazione impreciso o di una miscelazione insufficiente. La resina PU richiede un equilibrio chimico preciso per raggiungere la piena durezza Shore D. Se è presente troppa Parte A (isocianato) o troppa Parte B (poliolo), la reazione di reticolazione non si completerà correttamente. Anche una deviazione del 2% può causare una tackiness permanente.
La soluzione:

3. «Occhi di pesce» e ritiro ai bordi
Il problema: La resina si ritira dai bordi di un adesivo o forma piccole depressioni circolari («occhi di pesce») su una superficie piana.
La causa: contaminazione superficiale. Oli, siliconi o cere sul substrato agiscono come agenti distaccanti. Anche i residui di olio lasciati dalle impronte digitali possono far perdere adesione alla resina. Ciò è particolarmente comune nel processo di doming per etichette, dove gli adesivi residui o le tracce lasciate dalla manipolazione possono compromettere il risultato.
La soluzione:

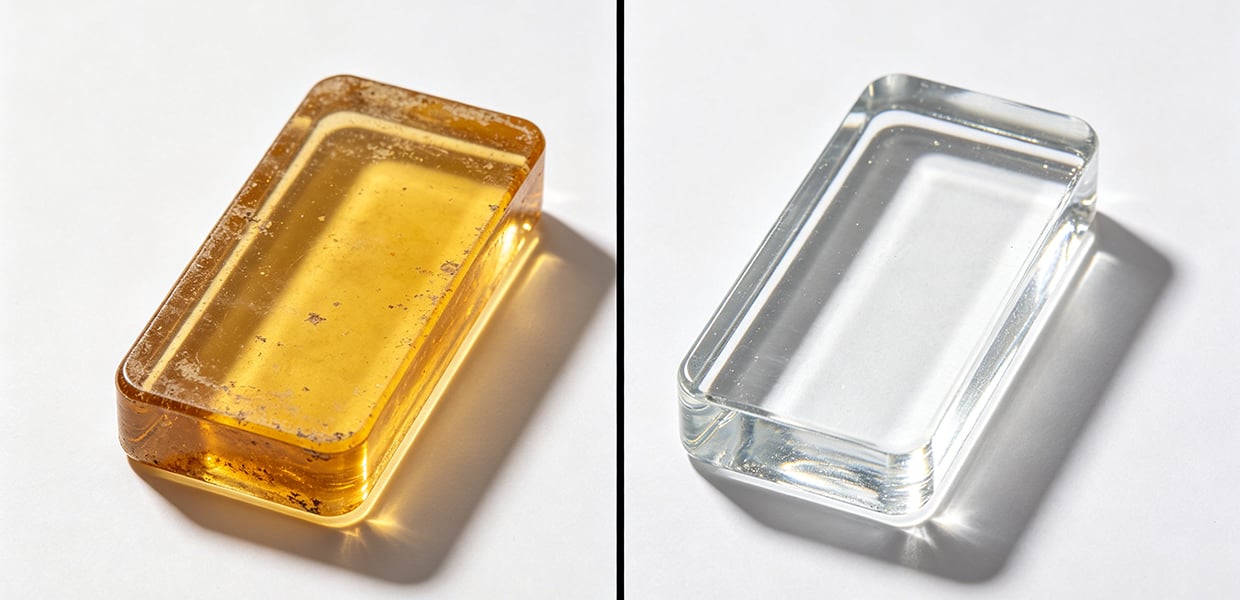
4. Ingiallimento nel tempo
Il problema: un logo per auto o un’etichetta per vino cristallina inizia a ingiallire o assumere una tonalità ambrata dopo alcuni mesi di utilizzo.
La causa: degradazione da raggi UV. Molti resine PU economiche contengono isocianati aromatici, che si degradano sotto l’azione della luce solare. Si tratta di un problema frequente nei progetti di doming con resine PU a basso costo esposti a finestre o a condizioni esterne.
La soluzione:
5. Rimpicciolimento e delaminazione nei contenitori di vetro
Il problema: nelle riproduzioni di bevande per contenitori di vetro (acqua finta per contenitori di vetro), la resina si stacca dalla parete di vetro, creando un distacco visibile o una linea argentata (delaminazione).
La causa: rimpicciolimento termico. Durante la reazione esotermica (che libera calore) di polimerizzazione, la resina si espande e successivamente si contrae durante il raffreddamento. Se la reazione è troppo rapida o troppo calda, il rimpicciolimento risulta più accentuato. Ciò risulta particolarmente problematico nell’incapsulamento di contenitori di vetro, poiché il vetro rigido non può deformarsi insieme alla resina.
La soluzione:
6. Tabella rapida di riferimento per la risoluzione dei problemi
| Sintomo | Causa più probabile | Il tuo prossimo passo |
| Schiuma opaca / bolle | Contaminazione da umidità | Verificare l’umidità, utilizzare utensili in plastica, preriscaldare il supporto |
| Superficie appiccicosa dopo 24 ore | Rapporto di miscelazione errato o miscelazione insufficiente | Utilizzare una bilancia digitale e il metodo del doppio contenitore |
| Effetto occhio di pesce / ritiro | Contaminazione della superficie | Pulire con alcol isopropilico, indossare guanti |
| Ingiallimento in poche settimane | Degrado da raggi UV (poliuretano aromatico) | Passare a poliuretano alifatico o aggiungere un bloccante UV |
| Interstizio sul bordo del vetro | Ritiro termico | Versare in strati più sottili e controllare la temperatura ambiente |
Perché scegliere JHEpoxy per la produzione della vostra resina PU?
A differenza di fornitori generici, JHEpoxy offre:

Conclusione
Padroneggiare le tecniche di doming con resina PU, incapsulamento e simulazione richiede la comprensione delle variabili coinvolte — umidità, rapporto di miscelazione, temperatura ed esposizione ai raggi UV. Utilizzando questa guida alla risoluzione dei problemi, è possibile diagnosticare rapidamente i difetti e ottimizzare il processo per ottenere una produzione costante e ad alto rendimento.
Avete bisogno di aiuto per un problema ricorrente?
Contattate l’assistenza tecnica JHEpoxy per ricevere schede tecniche (TDS) personalizzate o consigli sull’ottimizzazione del processo — oppure richiedete un campione di resina PU adattato al vostro ambiente produttivo.
 Ultime notizie
Ultime notizie2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology offre colla Epoxy AB, resina PU, resina UV e gomma siliconica liquida di alta qualità. Con produzione certificata ISO, certificazioni globali e soluzioni personalizzabili, forniamo produttori e venditori Amazon in tutto il mondo.
Stanza 1008, Edificio 1, Cofco Yunjing, Martin Street, Comunità Heshui Kou, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd. Tutti i diritti riservati. Informativa sulla privacy






