





コースター製作用の超透明・速硬化エポキシ樹脂
モデル: 1201AB-33 混合比率: 1:1
主な特徴:
- 10時間で完全硬化:朝に流し込み、夕方までに型抜き可能——当日完成。
- 作業時間20分:素早いセットアップで、効率的なロット生産に最適。
- 自己消泡技術:気泡が自然に3~5分で消失——真空装置不要。
- クリスタルクリア仕上げ:90%以上の透明度により、輝くガラスのような表面を実現。
技術仕様:
| ☆ 混合粘度:300±50 mPa·s | ☆ ポットライフ:20分 |
| ☆ 硬さ:ショアD硬度 78~82 | ☆ 硬化時間:25℃で10時間 |
完璧な対象:
| ☆ オリジナル写真を活かした記念品 | ☆ ドライフラワーの保存プロジェクト |
| ☆ キラキラ輝くグリッターとメタリックデザイン | ☆ ラスティックな木目とエポキシの組み合わせ |

- 概要
- おすすめ商品
- 異なるデザイン向けに、複数の小ロットを別々に混合できます。
- 各ロット間で品質の一貫性を維持できます。
- 混合から流し込み、そして硬化へと迅速に工程を進められます。
- 作業温度を20~25°C(68~77°F)に保ってください。
- 最適な硬化のため、相対湿度を85%以下にしてください。
- コースターモールドを十分に清掃してください。ほこりや残留物は最終製品にそのまま現れます。
- 計量器、混合用カップ、攪拌棒、ピペット、ヒートガンを準備してください。
- 写真やドライフラワーを使用する場合、それらが完全に乾燥していることを確認してください。
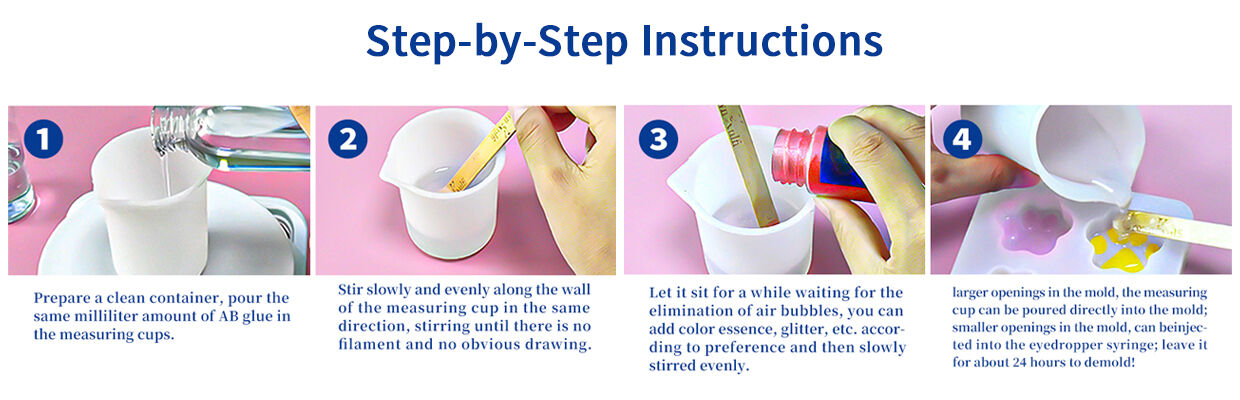
- 1201A-33と1201B-33を1:1の比率で正確に計量してください。
- 両方の成分を清潔な混合用カップに注ぎます。
- カップの側面および底をこそげ取りながら、ゆっくりとしっかりと2~3分間かき混ぜます。
- 激しくかき混ぜると過剰な気泡が発生するため、避けてください。
- 混合した樹脂を3~5分間静置します。この間に気泡が自然に表面へ上昇し、消滅します。樹脂はクリアな透明状態になります。
- 樹脂をコースター型枠にゆっくりと流し込みます。
- 内包デザインの場合は、2段階流し込み法を採用してください:まず薄い層(約2mm)を流し込み、内包物を配置した後、残りの樹脂を流し込みます。
- 内包物の位置調整には、歯ブラシの先やピペットをご使用ください。
- 流し込み後、すぐに熱風ガンを表面の上を素早く通過させて、残存する微小気泡を除去します。
- 樹脂を室温で約1時間放置し、初期硬化(ゲル化)させます。
- 合計で室温にて10時間の硬化を継続します。
- 完全硬化後、コースターを型から外します。
- 光沢を高めるために、必要に応じてエッジをサンドペーパーで研磨し、透明トップコートを塗布してください。
- 温度管理:最適作業温度は20–25°C(68–77°F)です。15°C(59°F)未満では、混合前にA液を30°C(86°F)まで温め、粘度を低下させて流動性を向上させます。30°C(86°F)を超えると、ポットライフが著しく短縮されます。
- 湿度対策:相対湿度が85%を超える場合、硬化面が水分を吸収し、曇りや白濁した仕上がりになる可能性があります。湿度が高い場合は、加熱硬化(40–50°C/104–122°F)を行うか、硬化中のコースターを覆って水分接触を最小限に抑えてください。
- 正確な混合:混合比率は1:1が必須です。比率が不正確だと、完全硬化が得られず、表面がベタついたり、永続的な粘着性が残る原因となります。必ずデジタルスケールを用いて精密に計量してください。
- 湿気感受性:パートB(硬化剤)は湿気に敏感です。使用後は必ず容器をすぐに密封してください。長時間、湿った空気にさらされると、硬化剤が劣化し、硬化品質に影響を与えます。
- 安全第一:取扱いの際にはニトリル手袋を着用してください。換気の良い場所で作業を行ってください。皮膚に付着した場合は、直ちに石鹸と水で洗い流してください。
プロフェッショナル エポキシ樹脂 製造の専門家
エポキシ樹脂の研究開発および製造において17年以上の実績を有する江河新材料(ジャンヘ・ニュー・マテリアルズ)は、ISO 9001認証取得企業であり、世界中のアーティストおよびものづくり愛好家に高品質なエポキシ樹脂ソリューションを提供することを使命としています。当社の1201AB-33シリーズは、DIYおよびクラフト市場向けに特別に開発された製品で、その優れた透明性、自己脱泡性、および黄変抑制性能により、50カ国以上で活動するレジンアーティストから高い信頼を得ています。

エポキシ樹脂製コースターは、現在最も人気のあるDIYプロジェクトの一つです。しかし、多くの制作者が気泡の発生、黄変、表面の不均一さといった課題に直面しています。1201AB-33は、こうした一般的な課題を解決するために特化して開発された製品です。
高速硬化で効率的な生産を実現――当日仕上げ可能
1201AB-33は、20分の作業時間の後、1時間の初期硬化および10時間の完全硬化を特徴としています。この硬化プロファイルは、効率性を重視するクリエイターのために特別に設計されています。朝にコースターを流し込めば、夕方までには完全に硬化し、脱型が可能になります。この当日完成というスピードは、小ロット生産者、Etsy販売者、および迅速な注文対応が必要なすべての方にとって、まさにゲームチェンジャーです。
優れた自己消泡性能――真空装置不要
従来のエポキシ樹脂では、気泡を取り除くために真空脱泡装置が必要となることが多く、家庭で制作するクリエイターにとっては大きなハードルとなっています。1201AB-33は、高度な自己消泡配合を採用しています。混合後、単に樹脂を3~5分間静置するだけで、気泡が自然に表面へ上昇して消失します。薄いコースター(通常厚さ5~8mm)への流し込みにおいても、この自己消泡特性により、専門機器を用いなくても、常にクリアで気泡のない仕上がりを実現します。
デザインを際立たせる優れた透明性
1201AB-33は、90%以上の光透過率を実現する水白色の透明仕上げに硬化します。写真は鮮やかに表現され、ドライフラワーは自然な色合いを長期間保ち、グリッターはきらびやかに輝きます。屋内用途では透明性の保持性能が非常に優れており、通常の家庭環境下でコースターは数年にわたり美しい外観を維持します。
注意:ほとんどのエポキシ樹脂と同様に、直射日光への長時間の暴露は、経時的に徐々に黄変を引き起こす可能性があります。屋外用途または直射日光にさらされる製品には、UV耐性トップコートの使用をお勧めします。
バッチ生産に最適な作業フロー
20分間の作業時間は、コースター生産に最適にバランスが取れています。標準サイズのコースター8~12個を一度に流し込むのに十分な長さでありながら、生産ペースを維持できるほど十分に短い時間です。これにより、以下のことが可能になります:
耐久性に優れ、傷がつきにくい表面
ショアD硬度78~82を有し、硬化後の表面は非常に硬く、傷がつきにくいです。コースターは、コーヒーカップ、水グラス、セラミックマグカップなどを日常的に数か月使用しても、鏡のような光沢を維持します。


詳細な技術仕様
| 財産 | パートA | パートB |
| 色 | 無色透明 | 無色透明 |
| 密度 (g/cm³) | 1.10±0.05 | 0.95±0.03 |
| 粘度 (Mpa・s) | 12000±2000 | 1000±500最大 |
| 混合比率(重量比) | A : B = 1:1(重量比) | |
| ポットライフ(100g、25°C) | 20分 | |
| 混合後の粘度 | 5000±1000mPa・s | |
| 表面が乾燥している | 1時間 | |
| 完全硬化 | 10時間 | |
| 硬度 (ショアD) | 72-82 | |
| 吸水率(%) | <0.1 | |
| 保存期間 | 6ヶ月 | 6ヶ月 |
| 保管温度 | 10°C から 70°C | |
使用方法と手順
1. 作業場の準備
2. 混合および充填
3. 自己気泡沈降
4. 流し込み技術
5. 硬化および型離し
安全・取扱いおよび保管に関するガイドライン
用途とプロジェクトギャラリー
A. 写真コースター – 大切な思い出を守りましょう
家族写真、ペットの肖像画、旅行の思い出などを、美しく実用的なコースターに変身させましょう。1201AB-33の優れた透明性により、画像がガラスの中に浮かんでいるように見え、鮮やかな色彩が長年にわたり保たれます。結婚記念品、赤ちゃんの追悼品、またはオリジナルギフトに最適です。
B. ドライフラワー・コースター – 自然の美しさを閉じ込めましょう
ドライフラワーや葉、植物標本などの繊細な美しさを、クリアなエポキシ樹脂で永久に保存しましょう。花びらを芸術的なパターンで配置し、その後1201AB-33を流し込んで完全に封入します。これらのコースターは単なる実用品ではなく、ミニチュアの芸術作品です。
C. グリッター&スパングルコースター – どんな空間にも輝きをプラス
任意のカラーコンビネーションで、驚くほど美しいグリッターコースターを作成できます。樹脂にグリッター、スパングル、またはマイカパウダーを混ぜて均一に分散させたり、重ねてドラマチックな効果を演出したりできます。1201AB-33の高い透明度により、すべての輝きが鮮やかに際立ちます。
D. 木と樹脂のコンビネーションコースター – 自然とモダンの融合
木材のスライス、樹皮、または木工の端材を透明エポキシ樹脂と組み合わせることで、ユニークで有機的なコースターを製作できます。1201AB-33は木材への優れた接着性を有しており、経年による剥離を防ぐ永久的な接合を実現します。

コースター向けブランドおよびメーカーのためのカスタムエポキシソリューション
当社は、コースター製造業者およびクラフトブランド向けに包括的なOEM/ODMサービスを提供しています:
1. カスタム配合開発:硬化速度、硬度、粘度、透明度を、お客様の特定製品要件に応じて調整します。
2. カラーマッチング:ブランド独自の透明色または半透明色を開発します。
3. プライベートラベル包装:250ml、500ml、1Lの小売用キット(お客様のブランドおよび取扱説明書付き)。
4. 技術サポート:お客様の生産ライン向けプロセス最適化およびトラブルシューティング。
5. 大量供給:少量ロットから産業規模まで対応する5kg、20kg、200kgの包装オプション。
👉 [コースター用エポキシ樹脂ラインで当社と提携しませんか?]

コースター製造業者がJianghe 1201AB-33を信頼する理由
1. 高性能自己脱泡技術:3~5分間の脱泡処理(真空装置不要)。
2. 長期的な黄変防止:高品質な硬化システムにより、コースターを数年間にわたりクリアな状態で保ちます。
3. 最適な作業時間帯:ポットライフ60分(1バッチで8~12個のコースター製作が可能)。
4. 短い生産サイクル:完全硬化まで10時間(朝に流し込み、夕方までに脱型可能)。
5. スクラッチ耐性表面:ショアD硬度78~82で日常使用にも耐えます。
6. エポキシ樹脂分野で17年以上の専門知識:ISO 9001認証取得、50カ国以上でクリエイターから信頼されています。

カスタムパッケージやその他の仕様が必要な場合は、お気軽にお問い合わせください。
よくある質問:
Q1: 真空ポンプを使わずに、気泡のないコースターを作成するにはどうすればよいですか?
A: 1201AB-33は優れた自己脱泡性を備えています。以下の手順に従ってください:① 2~3分間、ゆっくりと混ぜる;② 混合後の樹脂を3~5分間静置する(気泡が自然に上昇・消失);③ 型へゆっくりと流し込む;④ 流し込み後に表面を熱風ガンで素早く通過させる。気泡のない仕上がりには真空装置は一切不要です。
Q2: コースターの完全硬化にはどのくらいの時間がかかりますか?
A: 25°C(77°F)では、約1時間で初期硬化(表面が固まる)が完了します。完全硬化には約10時間かかり、その後、コースターを型から外して使用できます。生産スピードを向上させる場合は、40~50°C(104~122°F)程度の低温加熱により硬化時間を短縮できます。
Q3: 写真をコースター内に封入する際に、写真が表面に浮き上がらないようにするにはどうすればよいですか?
A: 2回注ぎ法を使用してください:① 薄い下地層(約2mm)を流し込み、粘着性が残るまで部分的に硬化させます。② 事前にシーリング処理した写真をこの粘着性のある表面に配置します。③ 残りの樹脂を全面を完全に覆うように流し込みます。これにより、写真の浮き上がりを防ぎ、正確な位置に固定されます。
Q4: このコースターは、ホットコーヒーまたはホットティーのカップに使用できますか?
A: 1201AB-33の熱変形温度は40°C(104°F)です。通常の飲用温度の温かい飲み物(コーヒー、紅茶、温水など)には適しています。ただし、直前に沸騰させたポットなど、極端に高温のものをコースターの上に直接置かないでください。
Q5: なぜ曇りや白濁した仕上がりになるのか、またそれを防ぐ方法は?
A:濁りは、通常、硬化時の湿度が高いために生じます。相対湿度が85%を超えると、硬化面が水分を吸収して白くにごった状態(ヘイズ)になります。予防策:① 湿度の低い日に作業する;② 硬化中のコースターを段ボール箱で覆って、水分への暴露を減らす;③ 湿度が高い条件下では加熱硬化(40–50℃/104–122°F)を用いる。





