In the competitive world of branding and industrial identification, the visual and tactile quality of a logo or label can define a customer's perception of a brand. Polyurethane (PU) Doming Resin has emerged as the premier material for creating that sought-after "3D crystal" effect on stickers, wine labels, and high-end signage. Unlike traditional coatings, PU resin provides a flexible, high-gloss "lens" that not only enhances the underlying graphics but also provides superior protection against environmental stress.
As a specialized manufacturer with a 20,000㎡ production facility, JHEPoxy understands that achieving a flawless, bubble-free dome is both a science and an art. This guide provides a deep technical dive into why PU resin is the professional’s choice and how to optimize your production for high-yield results.
1. The Physics of "The Dome": Surface Tension and Viscosity
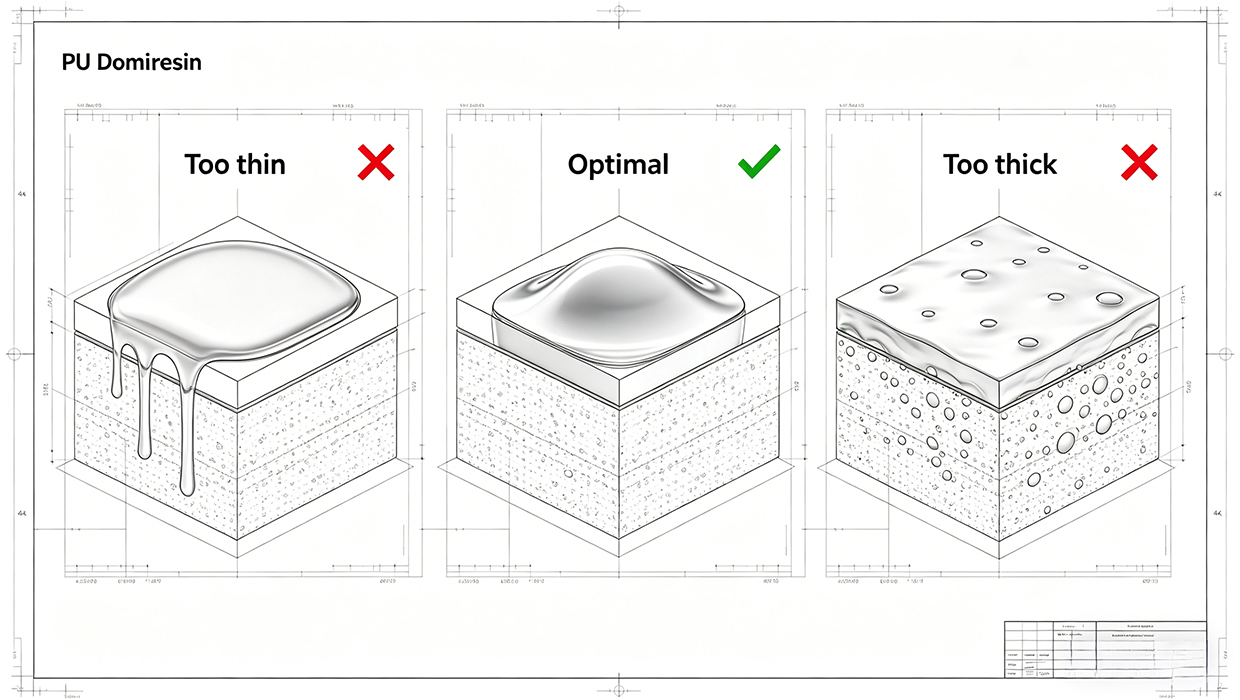
The most critical characteristic of a doming resin is its ability to flow to the edge of a label and stop, creating a perfect meniscus. This is governed by the delicate balance of Surface Tension and Viscosity.
Our High-Performance PU Casting Resin is specifically formulated with a "controlled viscosity profile." If the resin is too thin, it will "overflow" the edge of the sticker; if it is too thick, air bubbles will remain trapped, and the resin will not level out smoothly. For B2B buyers in the labeling industry, consistency in centipoise (cPs) across batches is the difference between a high-yield production run and a bin full of wasted material.
2. Solving the Industry's Greatest Pain Point: Moisture and Carbon Dioxide
In our customer feedback logs, the most common failure in label and glassware encapsulation is the appearance of tiny "micro-bubbles" or a cloudy finish. In polyurethane chemistry, this is almost always caused by a reaction with moisture.
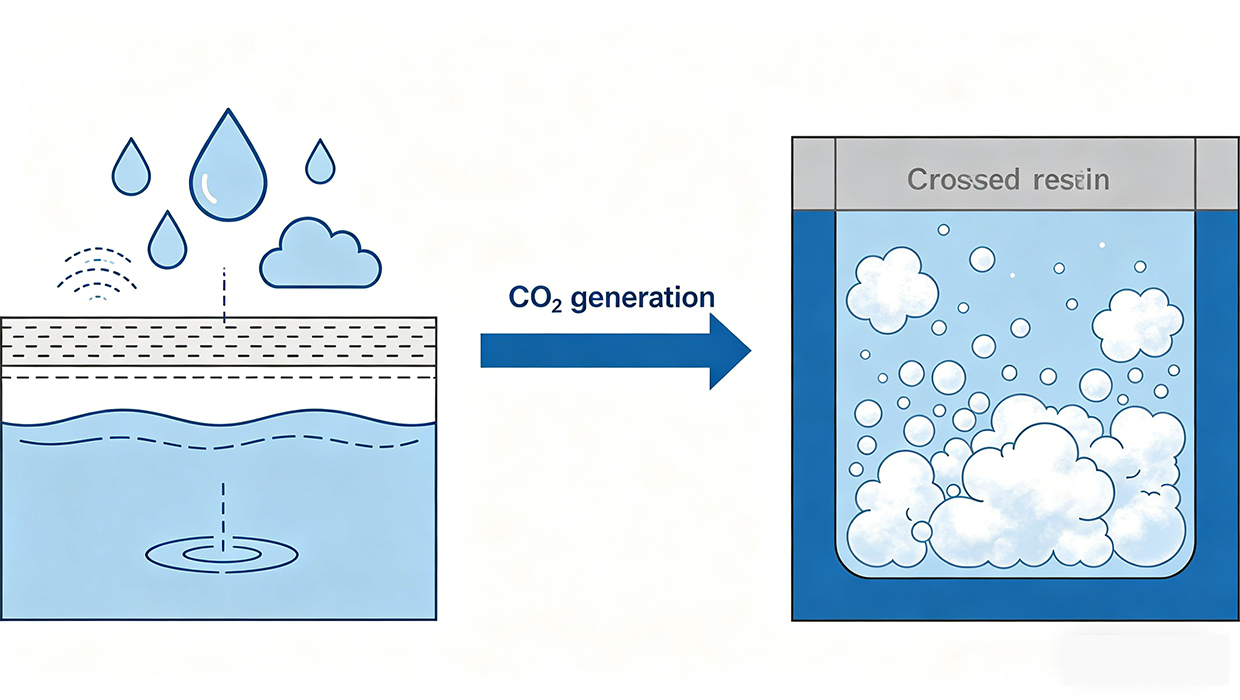
2.1 The Chemical Reaction of Isocyanate with Water
The "Part A" (Isocyanate) of PU resin is highly reactive. If it encounters even microscopic amounts of water—whether from high humidity in the workshop or moisture in the printing ink—it produces Carbon Dioxide (CO2) gas. This gas becomes trapped as the resin cures, leading to the dreaded "foaming" effect.
Technical Strategies for Success:
3. Longevity and UV Resistance: Preventing the "Yellowing" Effect
A logo represents a brand's identity, often for years. If a wine label or a car badge turns yellow after six months of sunlight exposure, it reflects poorly on the brand.
Standard epoxy resins are prone to UV degradation, but our Aliphatic Polyurethane Resin is engineered for "Long-Term Optical Clarity." Aliphatic chains do not absorb UV light in the same way that aromatic structures do, meaning they remain "water-clear" even after 2,000 hours of simulated solar exposure. This is why our resin is the preferred choice for outdoor signage and automotive decals. For a deeper look into UV stability, refer to our Market Trends and Technical Insights.
4. Application in "Fake Water" and Simulation Food Crafts
Beyond labeling, our PU resin is gaining significant traction in the Simulation Food and "Fake Water" industry.
5. ROI for B2B Procurement: Efficiency and Throughput
In the labeling and signage industry, labor is often the most significant cost. Using a fast-curing, high-stability PU resin directly improves your Return on Investment (ROI):
Conclusion
Whether you are producing high-end wine labels, automotive logos, or hyper-realistic simulation food, the quality of your PU resin is the foundation of your product's value.
At JHEPoxy, we don't just sell chemicals; we provide the technical foundation for your branding success. Contact our engineering team today to request a TDS or a sample kit tailored to your specific application.
 Hot News
Hot News2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
Shenzhen Jianghe New Materials Technology offers top-quality Epoxy AB Glue, PU Resin, UV Resin, and Liquid Silicone Rubber. With ISO-certified production, global certifications, and customizable solutions, we serve manufacturers and Amazon sellers worldwide.
Room 1008, Building 1, Cofco Yunjing, Martin Street, Heshui Kou Community, Guangming
Copyright © 2026 Shenzhen Jianghe New Materials Technology Co., Ltd.All rights reserved. Privacy Policy






