クイックリンク
広東省深セン市光明区合水口コミュニティ、マーティン街、COFCO雲景1号棟1008号室 +86-13418798686 [email protected]
B2B調達マネージャー、技術系工場責任者、国際的な装飾エンジニアリング企業にとって、エポキシ樹脂の選定は、単なる外観上の透明度比較にとどまりません。これは、熱力学的制御、光安定性、長期耐候性を含む、極めてリスクの高い技術的課題です。数十万ドル相当の高価値「リバーテーブル」の製造においても、あるいは精密電子部品の封止においても、品質が不十分な樹脂を選択することは、 エポキシ樹脂 必然的に、甚大な再作業、大量の材料ロス、そしてブランド評判への不可逆的な損害を招きます。
ポリマー科学分野で10年以上にわたり専門的な研究開発を重ねてきた当社自社工場として、JHEPoxyは、真に「高性能」樹脂を定義する産業規格について、本格的な分析をご提供できることを誇りに思います。

1. 黄変コードの解明:分子レベルで実現する「伝統的・永続的な透明性」
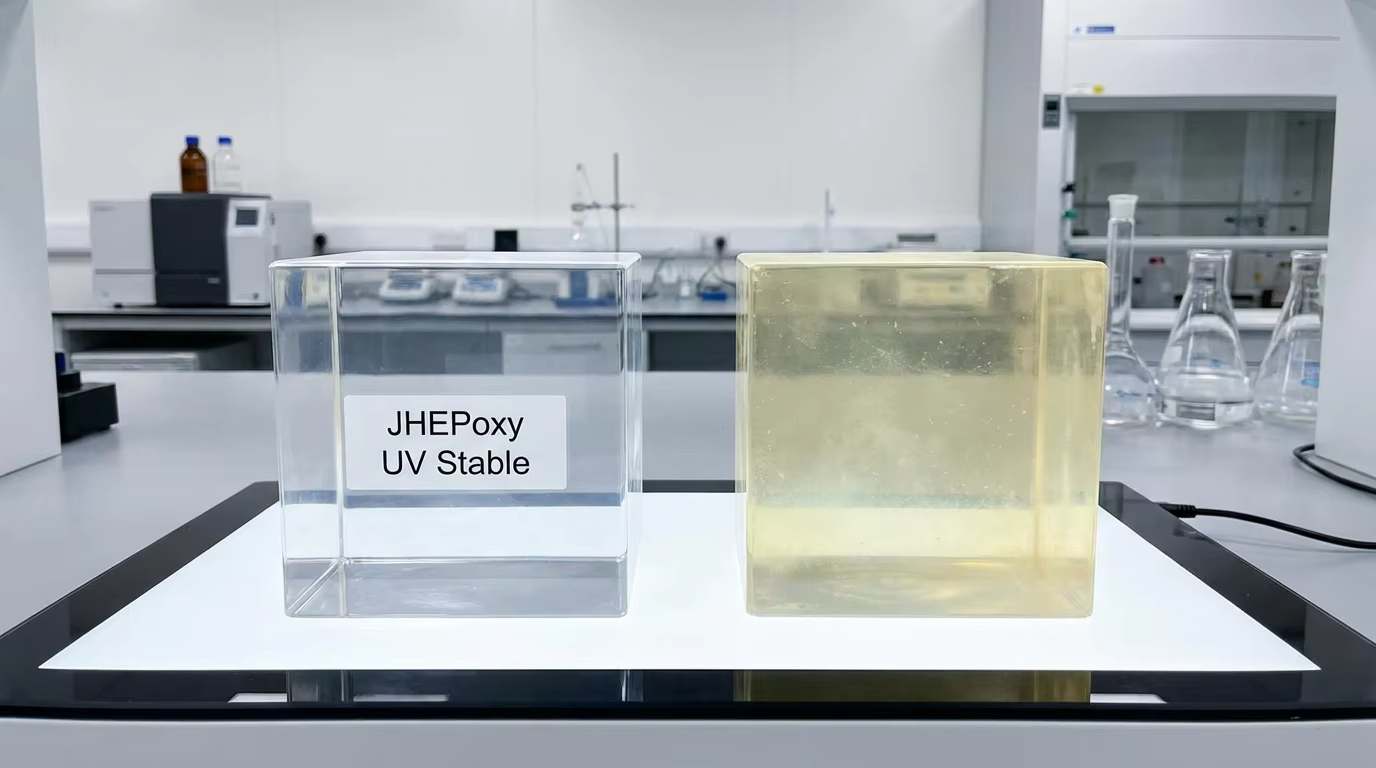
化学産業において、顧客から最も頻繁に報告される持続的な課題は、樹脂が完成後3~6か月で徐々にアンバー色(琥珀色)に変色することです。この黄変は、本質的に、紫外線(UV)エネルギーがポリマー鎖と相互作用することによって引き起こされる光酸化および劣化プロセスです。
1.1 高度な光安定剤の「二重防御」メカニズム
コスト重視の樹脂では、コスト削減のため安価なUV吸収剤を最小限しか配合していません。これに対し、当社の「高光沢・黄変抑制エポキシ樹脂(ジュエリー製作用)」は、高度な「二重防御システム」を採用しています。
実験室データによる検証: 2,000時間に及ぶ加速耐候性試験(過酷な屋外暴露条件で5年以上に相当)において、当社の高級配合品はイエローネス指数(ΔYI)を1.0未満に維持し、元の結晶透明度の98.5%以上を保ちます。これにより、高級家具の「水のように澄んだ」外観が数十年にわたり変わることなく保たれます。
2. 自動脱気および熱管理:「フラッシュ硬化」のリスク低減
樹脂の鋳込み厚さが5cm(約2インチ)を超える場合、クライアントが直面する一般的な技術的課題として、「発熱暴走」または「フラッシュ硬化」があります。これは、樹脂が過剰な熱によって煙を出し、亀裂を生じさせ、あるいは型自体を溶かしてしまう現象です。
2.1 最高発熱温度制御技術
標準的な高速硬化型樹脂は、反応性エネルギーを集中した急激な放出として発現させ、高温のまま急速に収縮する際に極めて大きな内部応力を生じさせます。JHEPoxyのディープ・ポアリング(深層流し込み)シリーズは、分子機能性の分布を最適化することで、発熱ピークを平準化・遅延させます。これにより、48~72時間にわたり制御された熱放出が可能になります。当社の試験結果によれば、たとえば厚さ10cm(4インチ)のリバーテーブルを鋳造しても、内部温度上昇は安全範囲内(通常60°C未満)に留まり、内部亀裂や「ガラス破砕」様の破断リスクを完全に排除します。
2.2 自動脱気の物理化学的原理
真の「気泡ゼロ」性能とは、単に粘度を低下させることだけではありません。低粘度は確かに有効ですが、実際の敵は表面張力です。当社の1:1「気泡ゼロ」クリア・エポキシ樹脂は、専用の表面張力調整剤(消泡剤)を配合しています。これらの分子は気泡膜の周囲に局所的な圧力差を生じさせ、閉じ込められた空気を急速に上昇・破裂させ、樹脂がゲル化する前に完全に除去します。実際の使用例では、25°Cにおいて、当社樹脂は高価な真空装置を一切使用せずに30分以内に95%以上の自己脱泡を達成し、工房における作業時間の大幅な削減を実現します。

3. 基材との相互作用:接着性および剥離防止
B2Bユーザー、特に家具メーカーは、樹脂が木材や基材から剥離する「剥離」問題を頻繁に経験します。この原因の多くは、木材の含水率が12%を超えること、あるいは残留油脂により物理的な密着(ロック)が確保できないことに起因します。
技術的戦略的アドバイス:
4. 投資収益率(ROI)分析:品質のコスト vs. 失敗のコスト
B2Bの世界において、安定した品質こそが最終的なコスト削減につながります。成功する調達戦略とは、1ガロンあたりの単価ではなく、歩留まり率(Yield Rate)に着目することです。
5. 高度な施工手順:大規模プロジェクト向けの専門家による施工アドバイス

結論
化学分野において、精度こそが力です。JHEPoxyはエポキシ樹脂を単に供給するだけではなく、包括的な技術的エコシステムを提供しています。技術資料(TDS)や安全データシート(MSDS)、およびカスタマイズされた配合サービスに至るまで、当社の専門家チームが、お客様の特定の産業ニーズに合わせたソリューションを迅速にご提案いたします。生産の安定化と製品品質の向上を実現するために、ぜひ今日中にご連絡ください。
 最新ニュース
最新ニュース2026-01-14
2026-01-06
2025-12-27
2025-12-26
2025-12-26
2025-12-25
深セン・ジャンヘ新材料科技は高品質のエポキシAB接着剤、PU樹脂、UV樹脂、液体シリコーンゴムを提供しています。ISO認証取得済みの生産体制、国際認証、カスタマイズ可能なソリューションにより、世界中のメーカーおよびAmazon販売事業者にサービスを提供しています。
広東省深セン市光明区合水口コミュニティ、マーティン街、COFCO雲景1号棟1008号室
Copyright © 2026 深セン江河新材料科技有限公司。全著作権所有。 プライバシーポリシー






